
Precision Connector Molds Built to Last
Delivering ±0.002mm precision and rapid T1 sampling in 15 days. Your trusted partner for complex injection molding and manufacturing.
How Do We Prevent Assembly Issues in Your Connector Molds?
Making a connector isn't like molding a simple plastic box. If the dimensions are off by even a fraction of a millimeter, the pins won't align, and the entire part is useless. We focus on catching these tight-tolerance risks before any manufacturing starts.
Whether you are developing tiny micro-pitch electronics or tough automotive housings, our engineers review your design within 24 hours to find hidden assembly problems. By relying on our own machines and holding tolerances as tight as ±0.002mm, we make sure your final plastic parts snap together exactly as they should—and we usually get those first samples to you in just 15 days.
Our Featured Products
GBM Mold specializes in advanced molding, combining materials to improve function and reduce costs.
Automotive Connectors
High-durability molds designed to withstand harsh automotive environments and strict tolerances.
Request Specs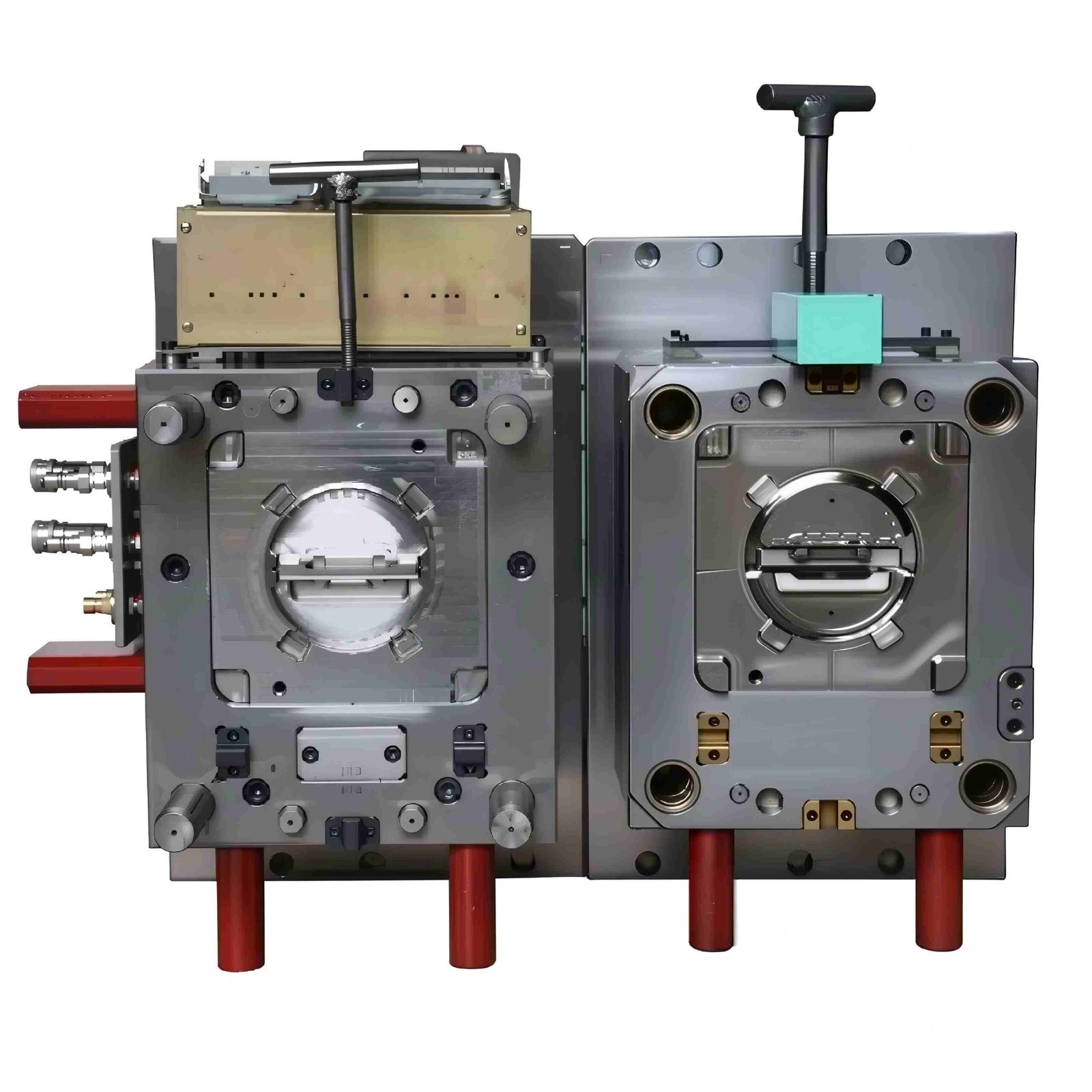
2-Shot & Insert Molding
Complex multi-material solutions for advanced consumer electronics and wearable devices.
Request Specs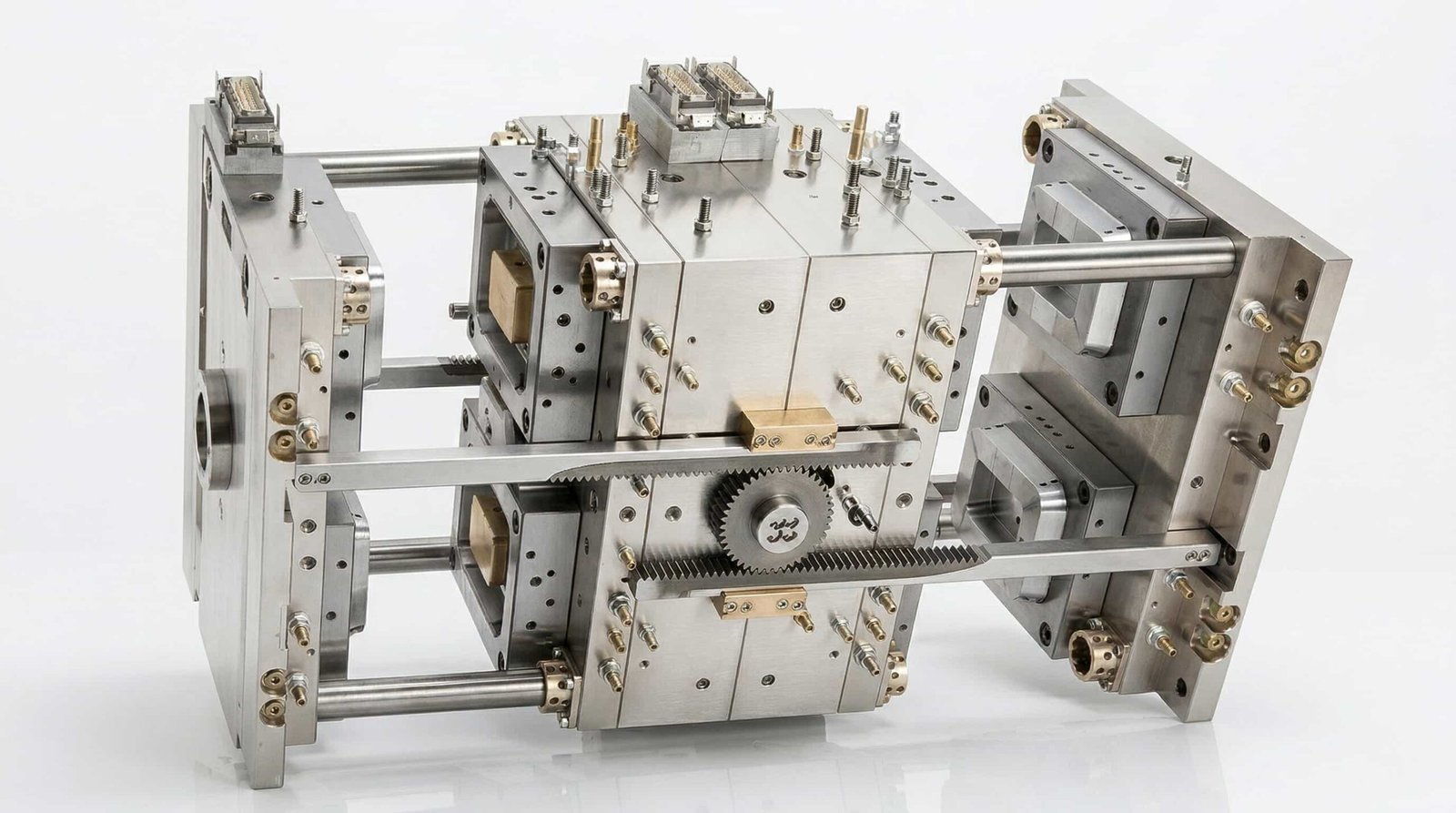
Stack Molds
Double your production output without increasing machine size utilizing our precision stack molds.
Request Specs
Unscrewing Molds
Fully automated unscrewing mechanisms for threaded connector components and caps.
Request SpecsKeeping Mold Tolerances Tight at ±0.002mm
High precision requires the right setup. Perfectly cut molds ensure plastic parts fit during assembly. We focus on using stable machines and precise tools for accurate results.
Holding the Line at
±0.002mm
We don't guess when it comes to dimensions. We set up our shop to handle tight requirements so your parts come out the same way, shot after shot, without unexpected warping.
- Controlling shop temperature so the steel doesn't expand during CNC machining.
- Checking every critical core and cavity dimension before moving to the next step.

Stable Machines for Cutting Steel
Standard mills can wear out and lose accuracy over time. We use heavy-duty, stable CNC machines that stay rigid, ensuring the steel is cut exactly to your 3D CAD design.
Approved Equipment Whitelist
- Makino For fast, smooth surface finishes
- Yasda For exact hole boring and milling

Testing Before We Ship
If we can't measure it, we can't prove it's right. Our QA lab tests the steel and the plastic samples to give you a clear, honest dimensional report (like FAI) before mass production.
Approved Equipment Whitelist
- Hexagon CMM To check 3D coordinates accurately
- OGP SmartScope For optical, non-contact measuring
Ready to Check Your Project's Feasibility?
Let's Look at the Details
Need a team that understands strict manufacturing standards without the runaround? Send us your 3D CAD files. We will run a practical DFM analysis and give you a straightforward, honest quote within 24 hours.
Why Invest In High-Performance Tooling?
Comprehensive infrastructure and expertise designed to tackle your most demanding manufacturing challenges.

100% In-House Production
Complete control over the entire manufacturing lifecycle, from initial design and CNC machining to final assembly and molding.
LEARN MORE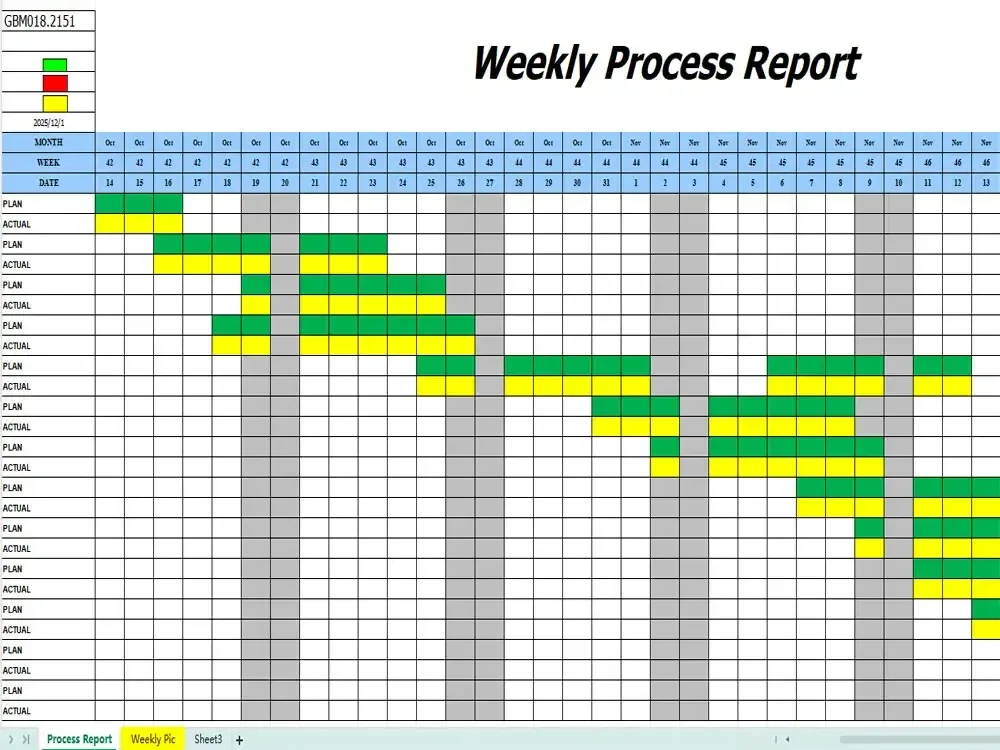
24H DFM Analysis
Rapid turnaround on Design for Manufacturability feedback, identifying potential issues before steel is ever cut.
LEARN MORE
Uncompromising Quality
ISO9001, TS16949, and TUV certified processes ensure every connector mold meets strict global standards.
LEARN MOREPain Point Solutions
How Do We Stop Flash and Burn Marks When Molding High-Temp Plastics?
Making connectors with LCP, PPS, or PA46 is challenging. These plastics get extremely hot and flow like water. Without proper mold venting, plastic leaks out (causing flash) or traps air (causing burn marks). Here's how we tackle these issues before cutting the mold.

Letting Air Out Without Leaking Plastic
High-flowing materials like LCP will sneak into any tiny gap in the mold. Standard air vents just don't work—they either trap the air or let the liquid plastic leak out. Making a vent that "breathes" properly is the real challenge.
How We Prevent Flash:
We use precise machining to create tiny, controlled air vents—usually just 0.005mm to 0.01mm deep for LCP materials. Think of it like a microscopic filter. It lets the trapped air escape instantly so the plastic doesn’t burn, but the gap is way too small for the melted plastic to leak through.
Keeping Slender Connectors Straight
Long, thin parts like board-to-board connectors tend to bend or warp as the hot plastic cools down and shrinks. If it doesn't cool evenly, the final connector will be crooked and won't plug into the PCB correctly.
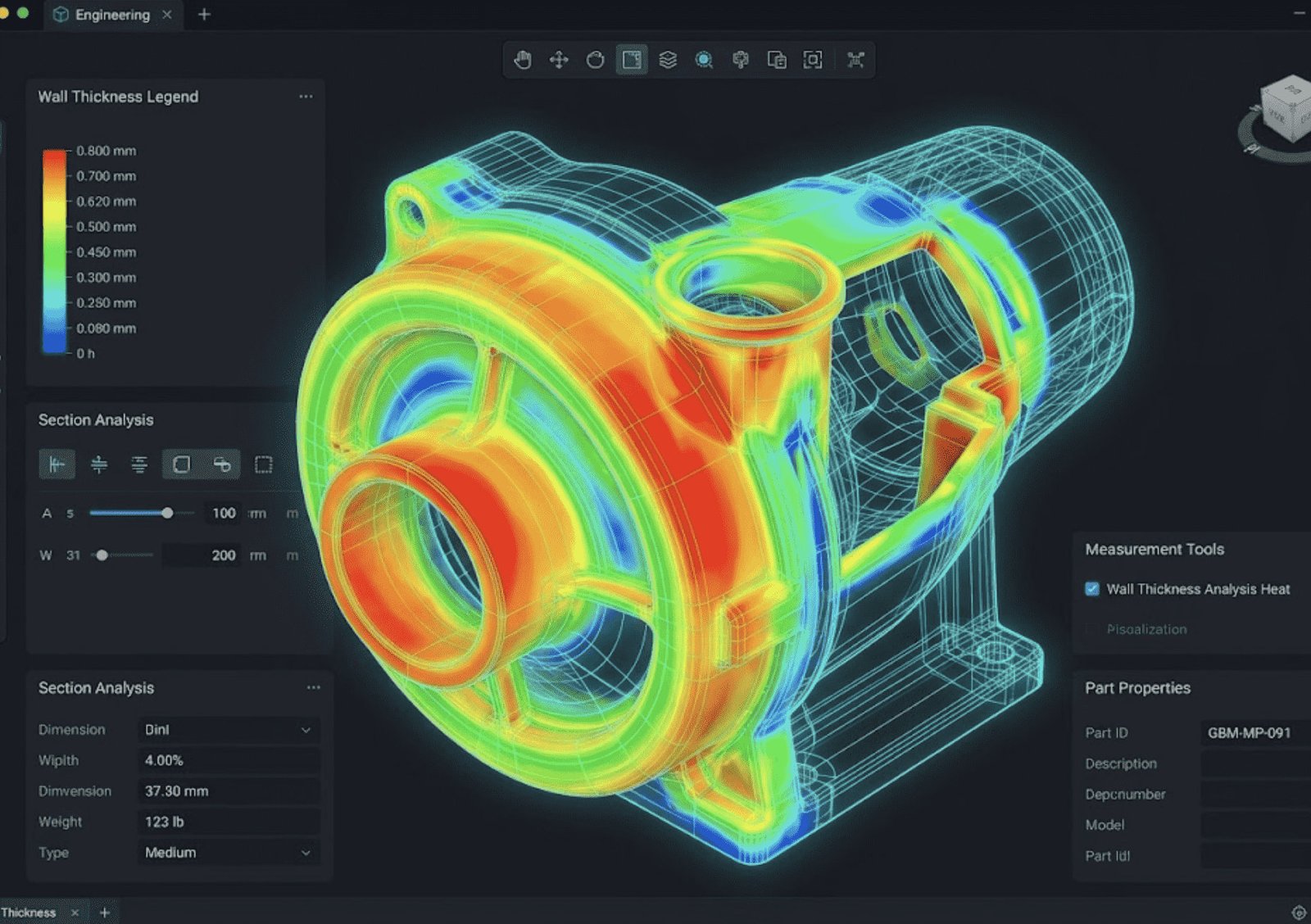
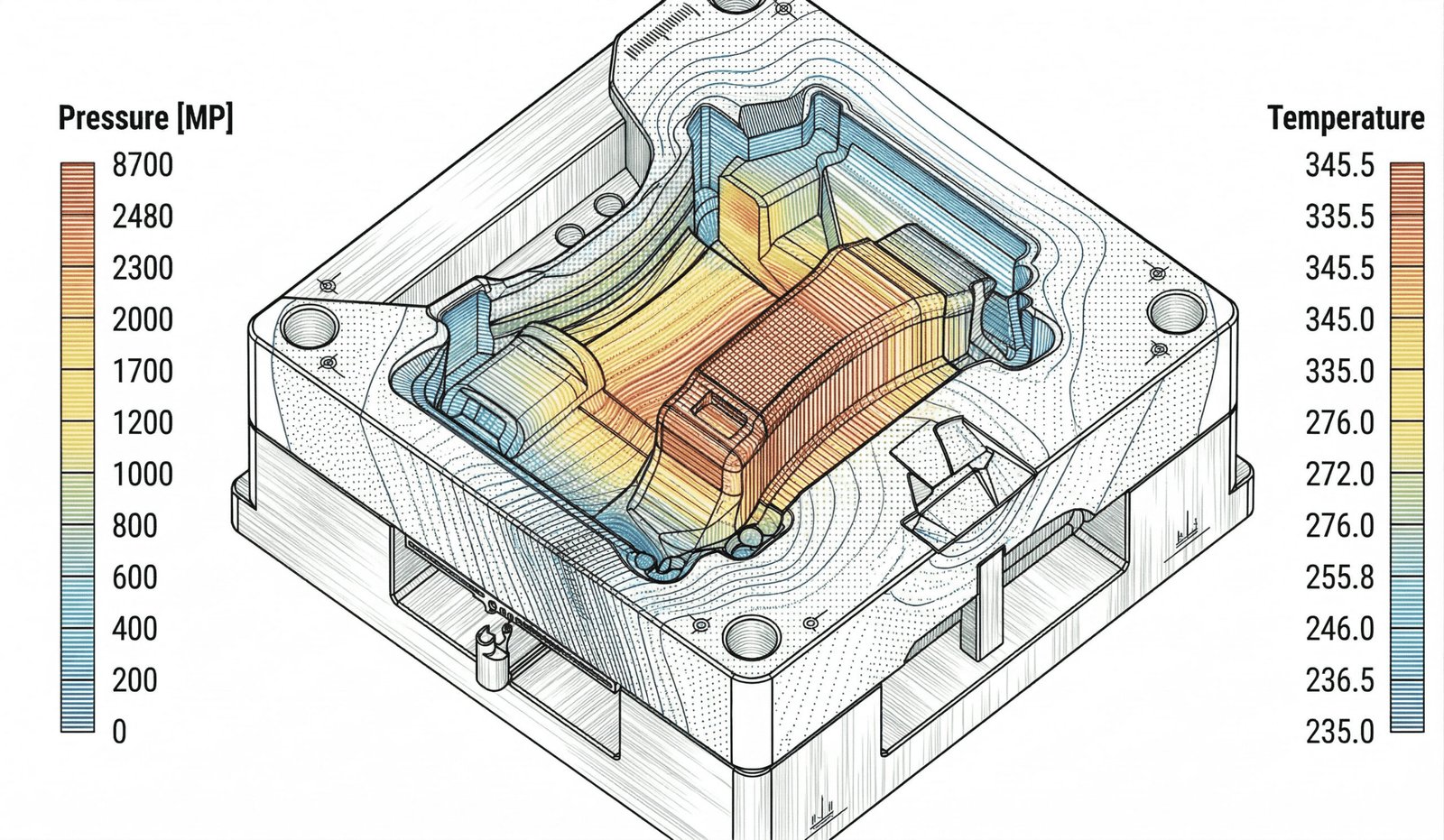
Predicting the Warp Before We Build:
During the DFM phase, we run Moldflow software to see exactly how the plastic will fill the mold and cool down. By figuring out the best places to put the water cooling channels and adjusting the injection pressure, we can stop the part from bending before we even cut the steel.
Why Choose Us
What Really Makes a Reliable Tooling Partner?
Outsourcing your mold shouldn't be a gamble. We focus on preventing headaches with honest materials, clear communication, and precise work—from the first CAD file to the final plastic part.
Real Quality Standards
We don't just hang certificates on the wall. We actually follow ISO9001 and automotive guidelines to keep our shop organized and prevent careless manufacturing mistakes.
Smart Runner Layouts
Our engineers design runner systems that make sense for your budget. We help you reduce wasted plastic and speed up molding times, keeping your per-part cost down.
No Shortcuts on Steel
Cheap steel means a short mold life. We only use verified, durable steel grades so your tooling can easily handle thousands of shots without wearing out or cracking.
Measuring Everything
Before sending you any samples, we check the critical dimensions ourselves using CMMs. We make sure the actual physical part matches your 3D drawings exactly.
Routine Mold Care
Tooling needs maintenance to stay accurate. We handle the regular cleaning, greasing, and check-ups so your mold keeps running smoothly without sudden breakdowns.
One Direct Contact
Tired of being passed around different departments? You will work with one dedicated, English-speaking engineer who gives you straight answers and weekly progress updates.
Streamlined Manufacturing Process
A transparent, step-by-step approach ensuring precision and efficiency from concept to mass production.

Project Consultation
Initial review of 3D/2D CAD data, material requirements, and production volume expectations.
24H DFM & Mold Flow
Comprehensive Design for Manufacturability report and mold flow analysis to optimize part design.
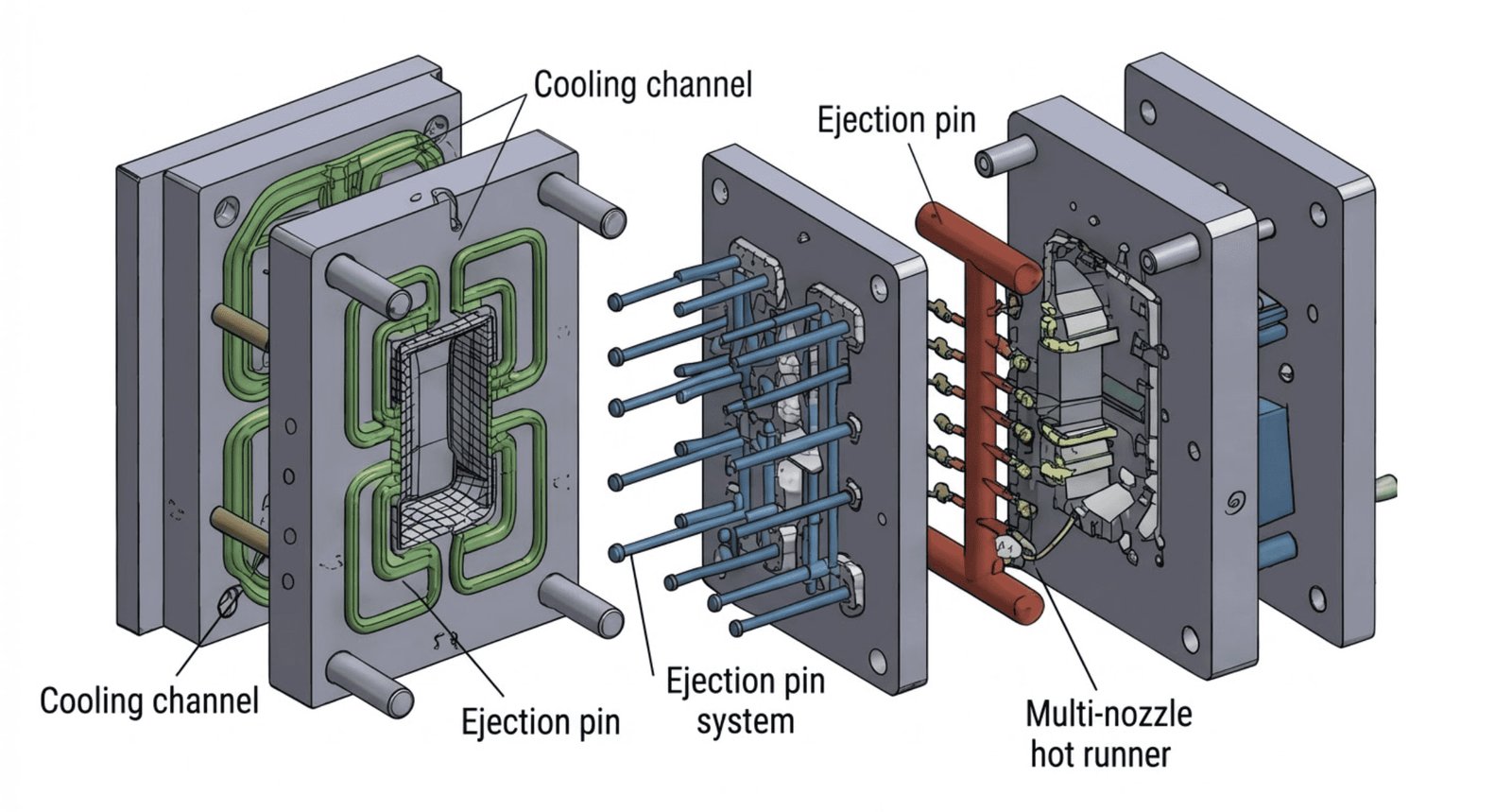
3D Mold Design
Detailed 3D mold structural design, incorporating cooling channels, ejection systems, and hot runners.

CNC & EDM Machining
High-speed CNC milling, wire cutting, and EDM processing to achieve ±0.002mm precision on critical features.

Assembly & Fitting
Meticulous hand-fitting and assembly by master toolmakers to ensure flawless mechanical movement.
T1 Trial & Inspection
First article injection molding trial (T1 in 15 days), followed by rigorous CMM dimensional inspection.
Trusted Supply Chain Partner










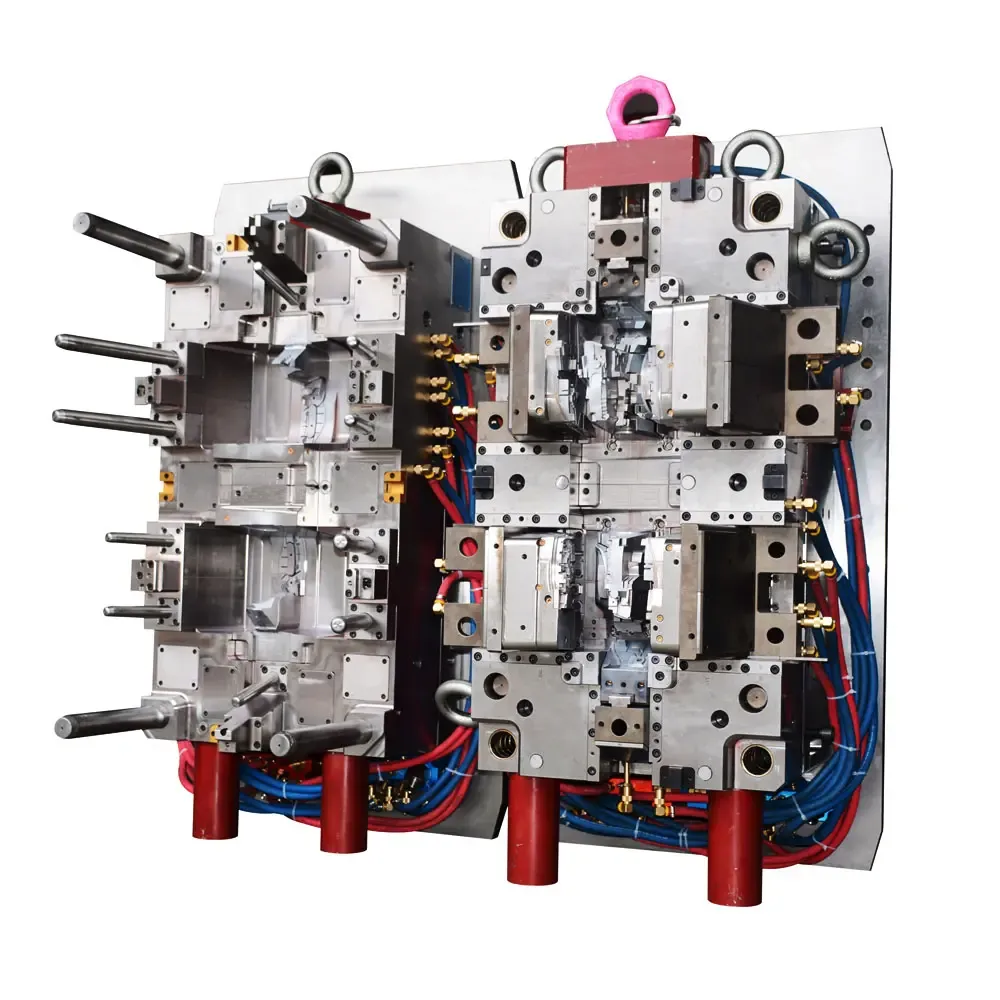
What Happens When a Core Pin Breaks During Production?
High-cavity molds (16, 32, 64 cavities) often have core pins that wear out or break. Poor tooling means replacing one pin requires removing the entire mold, causing days of downtime. Our molds allow operators to replace parts on the press in minutes, ensuring continuous production.

Swap Inserts Right on the Machine
Instead of sending the whole mold to a repair shop, your team can just unscrew the broken insert and drop a new one in. Because we machine these inserts to match perfectly (within ±0.002mm), the new piece fits effortlessly. No manual adjustments or fitting required.
Easy to Find Spare Parts Locally
We don't want you waiting weeks for a replacement part to ship from overseas. We build the mold using standard components from well-known brands like DME and Hasco. If you need a new pin or spring, you can buy it directly from your local supplier in North America or Europe.
Let's Talk About Your Next Mold
Send your multi-cavity connector project to our engineering team. We’ll look at the details and provide a practical DFM analysis within 24 hours.
Certified Quality Assurance
Our commitment to excellence is backed by internationally recognized quality management systems, ensuring ±0.002mm precision and reliable manufacturing standards.

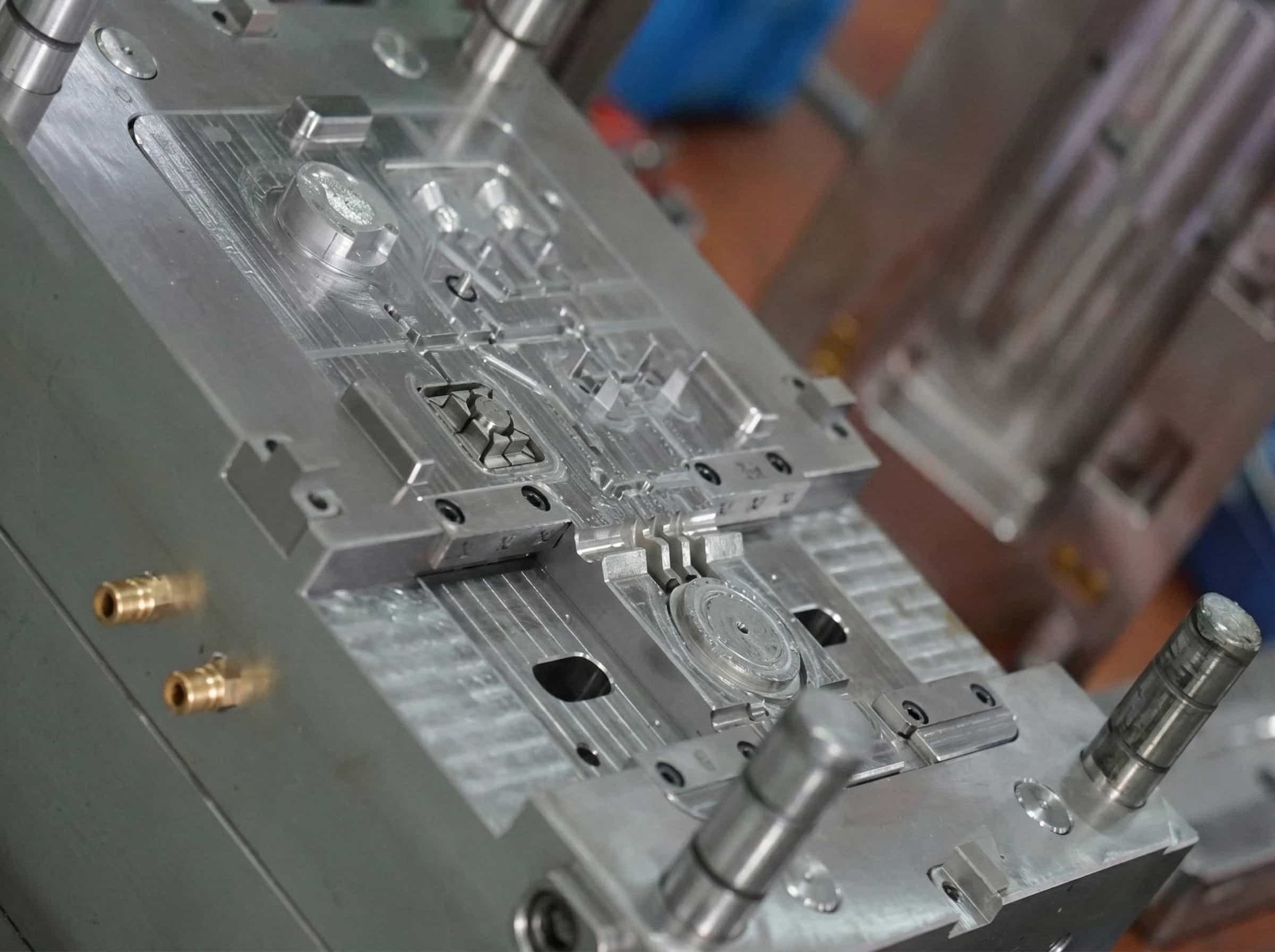
Why Are Connector Molds So Hard to Get Right?
Molding a simple plastic enclosure is easy, but making a connector is a completely different story. Because the pins are incredibly small and the electrical requirements are strict, standard mold-making shortcuts just won't work. If the dimensions are off by even a hair, your parts won't plug in. Here is how we handle the tricky details.
Getting the Tiny Details Right (Down to 0.3mm Pitch)
When you are dealing with micro-pitch connectors, there is zero room for error. We use stable wire EDM and high-speed milling machines to cleanly cut those tiny core pins and tight cavities. Before we cut any steel, we run flow simulations to make sure the melted plastic can actually fill these narrow gaps without bending the final part.
Protecting the Mold from Tough, Glass-Filled Plastics
Connectors usually require high-temp plastics like LCP, PPS, or PA66 packed with glass fibers. The problem? Glass fiber acts like sandpaper and slowly eats away at the mold. To prevent your tooling from wearing out prematurely, we use hardened tool steels (like ASP23 or S136) and apply special PVD coatings to keep the mold running smoothly for hundreds of thousands of shots.
Our Straightforward Promise
"We focus on getting your first (T1) samples dimensionally correct within 15 days, so you don't waste months going back and forth with endless mold modifications."
Let's Review Your 3D Drawings
Send us your CAD files and project details. Our engineers will take a look and reply with practical feedback within 24 hours.
Direct Contact
Annie@gbminjection.com
+86 15268369865
Frequently Asked Questions
Find answers regarding our connector mold manufacturing, lead times, and technical capabilities.
Ask a Technical QuestionOur standard lead time for delivering a T1 sample is typically 15 days. This rapid turnaround is made possible by our 24H DFM process, full in-house machining capabilities, and dedicated project management. Complex multi-cavity or 2-shot molds may require additional time, which will be specified during quotation.
We consistently achieve machining precision of ±0.002mm on our CNC and EDM equipment. For molded plastic connector parts, we can hold tolerances as tight as ±0.01mm depending on the selected resin, part geometry, and shrinkage characteristics.
Yes, we are a one-stop solution provider. In addition to mold design and manufacturing, we offer full-scale custom injection molding services. We can handle everything from low-volume pilot runs to high-volume mass production, ensuring seamless transition from tooling to manufacturing.
Ready to Start Your Next Project?
Partner with GBM Mold Technology for industry-leading precision, reliability, and speed. Contact our engineering team today for a comprehensive evaluation.
Email Us
Annie@gbminjection.com
Call Us (24/7)
+86 15268369865
Headquarters
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
Send an Inquiry
Fill out the form below and we will get back to you promptly.