Precision Hot Runner Mold Manufacturer
Optimize cycle times, eliminate material waste, and achieve flawless gate quality with our advanced hot runner systems. Engineered for high-volume, precision injection molding.
Get A QuoteWhat is a Hot Runner System?
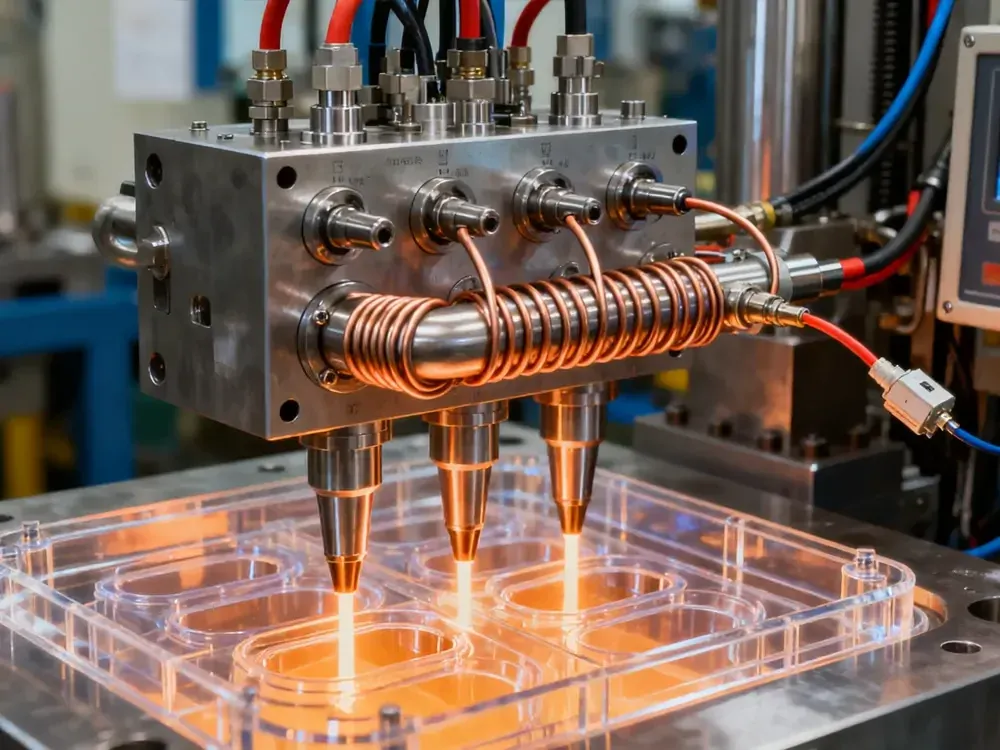
A hot runner system is an assembly of heated components used in plastic injection molds that inject molten plastic into the cavities of the mold. Unlike cold runners, the plastic inside the hot runner is kept in a molten state, eliminating the need to recycle or discard runner waste, significantly reducing cycle times and improving part consistency.

Valve Gate Systems
Provides the cleanest gate vestige. Ideal for cosmetic parts and highly sensitive resins. Pin mechanically shuts off the gate orifice.
Open Gate (Thermal) Systems
Cost-effective solution for general-purpose molding. Relies on thermal profiling to freeze and melt the gate area during the cycle.
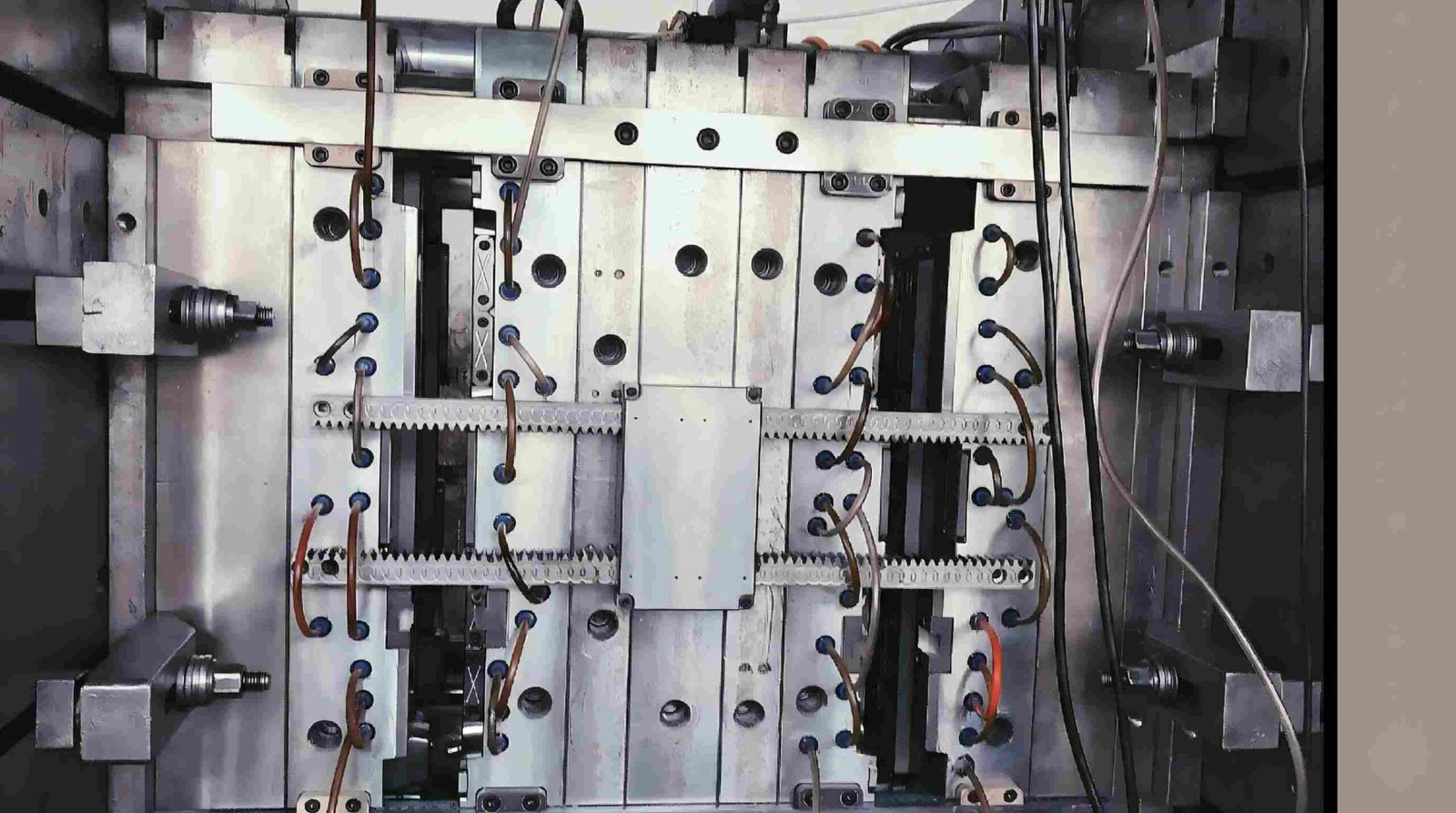
Multi-Cavity Manifolds
Custom-balanced manifold blocks ensuring uniform melt flow and temperature distribution for high-cavitation production molds.
Hot Runner Mold Applications
Engineered for diverse industries requiring high precision, rapid cycles, and zero material waste.

Automotive Components
Large-scale structural parts and aesthetic interior components requiring sequential valve gating for weld-line control.
Request Details →
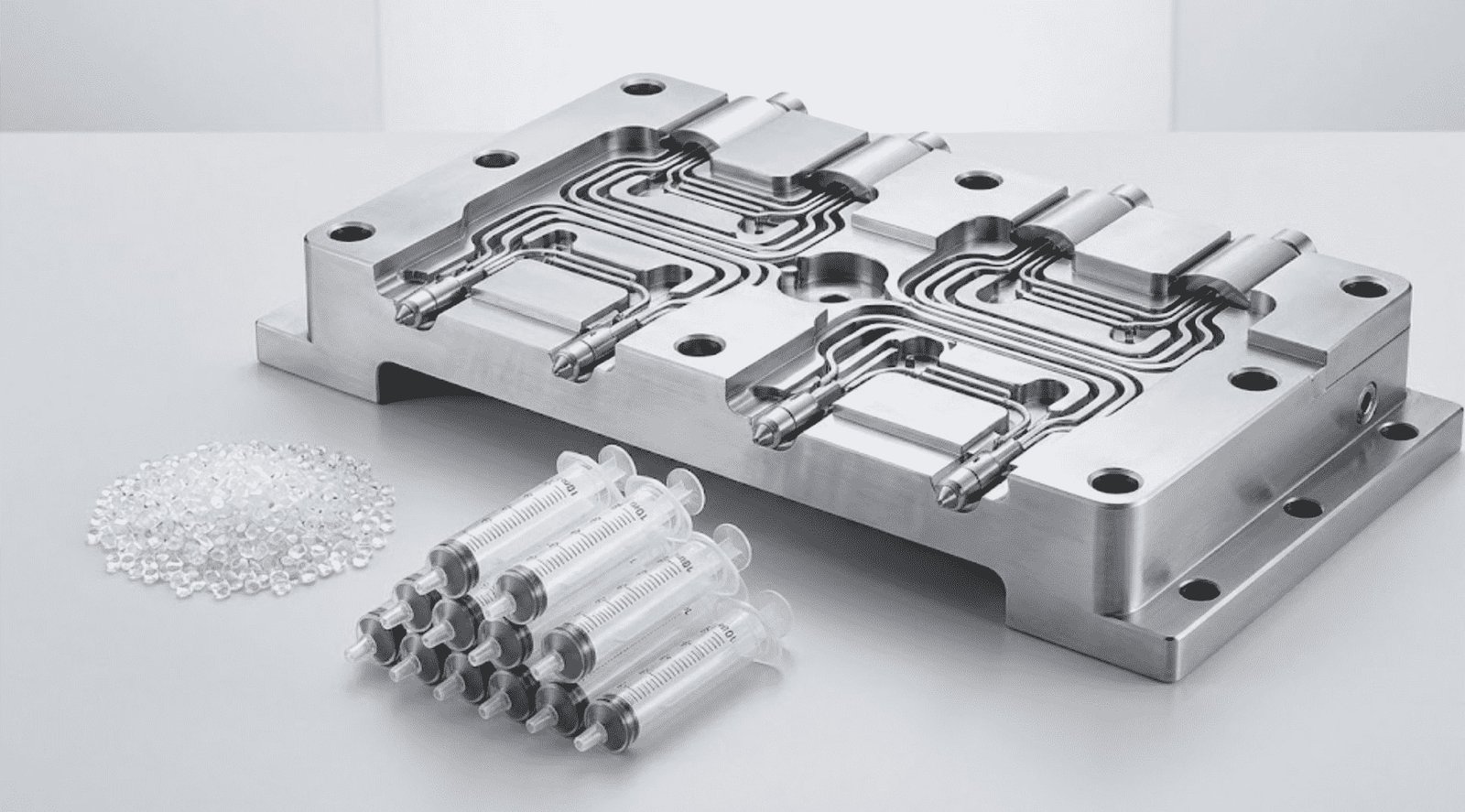
Medical Devices
High-cavitation molds for syringes and consumables requiring strict particulate control and perfect gate cosmetics.
Request Details →
Thin-Wall Packaging
Ultra-fast cycle times for caps, closures, and containers. Utilizing high-performance thermal nozzles.
Request Details →Technical Specifications
Standard parameters for our high-performance hot runner molds. Custom specifications available upon request.
| Specification | Details / Capability |
|---|---|
| Mold Base Material | LKM, HASCO, DME standard (1.1730, P20, etc.) |
| Core/Cavity Steel | S136, H13, 1.2344, 1.2738, NAK80 (Hardness: HRC 45-52) |
| Hot Runner Brands | YUDO, Mold-Masters, Husky, INCOE, HASCO, or Custom |
| Machining Precision | ±0.002mm (High-Speed CNC & Wire EDM) |
| Mold Life | 500,000 to 3,000,000+ shots (Depending on steel & resin) |
| Hot Runner Features | Benefits |
|---|---|
| Sequential Valve Gating | Eliminates weld lines on large parts, precise flow control. |
| Advanced Thermal Profiling | Prevents material degradation, ensures uniform melt viscosity. |
| Color Change Optimization | Streamlined internal channels reduce downtime during color shifts. |
| Integrated Temperature Controllers | Closed-loop feedback for exact temperature maintenance (±1°C). |
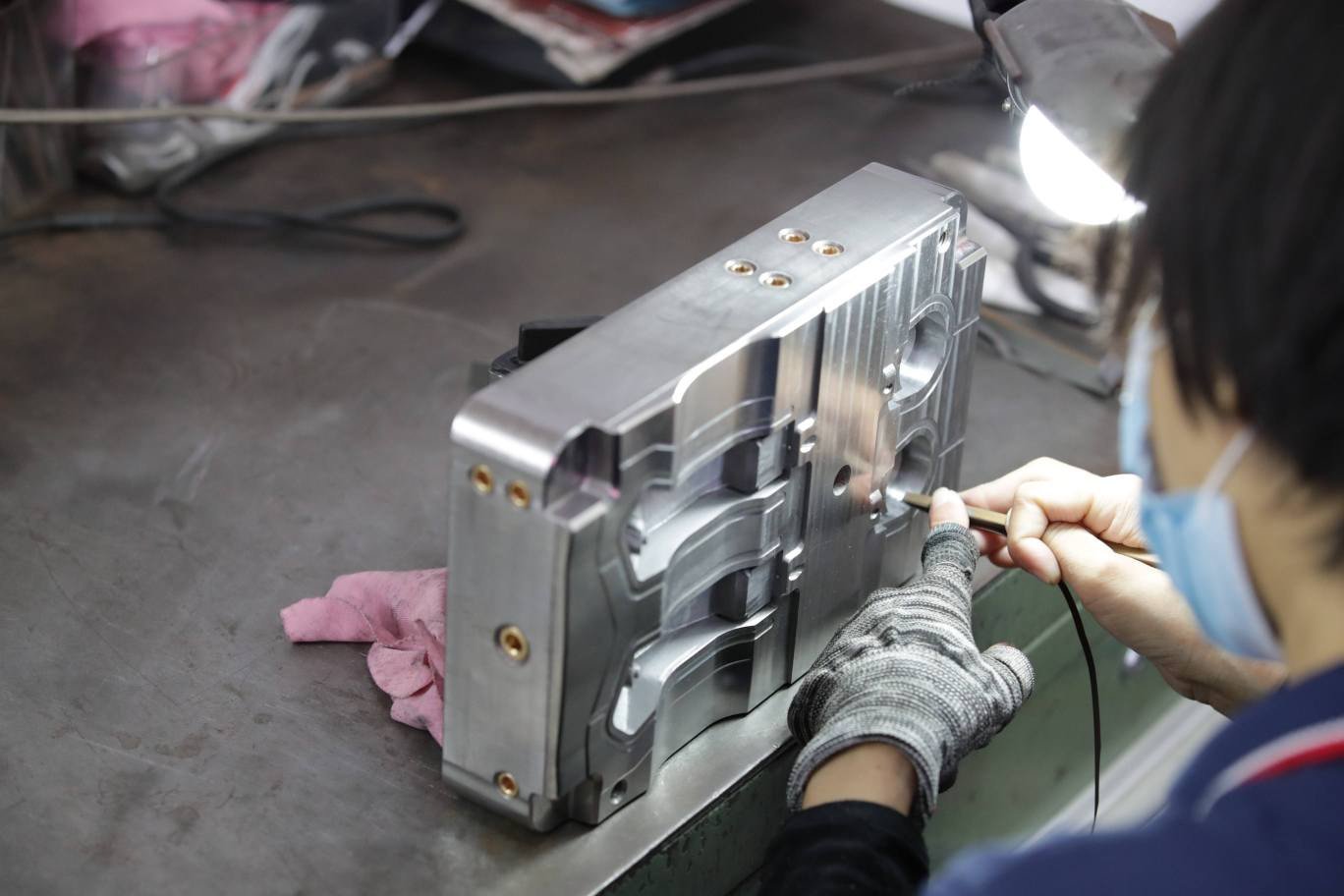
State-of-the-Art Manufacturing
In-house precision machining ensures every manifold and nozzle seat is cut to exacting tolerances.


Other Supporting Facilities


Technical Analysis
Hot Runner vs. Cold Runner Systems
Selecting the right runner system is a critical engineering decision that directly impacts part quality, production efficiency, and overall unit cost. Below is an objective comparison to guide your tooling strategy.
Hot Runner
Maintains the plastic in a molten state from the machine nozzle to the mold cavity, eliminating runner scrap and improving cycle times.
Advantages
- ✓ Zero Material Waste: No cold runner to discard or regrind.
- ✓ Shorter Cycle Time: No waiting for thick runners to cool.
- ✓ Automated Production: No manual sorting required.
- ✓ Improved Quality: Lower injection pressure reduces stress.
Disadvantages
- ✕ Higher initial tooling investment.
- ✕ Requires precise temperature controllers.
- ✕ More complex mold maintenance.
- ✕ Color changes take longer.
Cold Runner
The traditional method where plastic solidifies in the runner channels and is ejected along with the final part, requiring separation.
Advantages
- ✓ Lower Initial Cost: Simpler mold design and cheaper to manufacture.
- ✓ Easy Maintenance: Less complex components, no internal heaters.
- ✓ Fast Color Changes: Easy to purge the system.
- ✓ Versatility: Suitable for heat-sensitive resins.
Disadvantages
- ✕ High material waste (unless reground).
- ✕ Longer cycle times due to thick runner cooling.
- ✕ Post-processing required to separate parts.
Expert Recommendation: When is a Hot Runner Mandatory?
While cold runners are suitable for low-volume runs, GBM Mold Technology Co., Ltd. strongly advises investing in a hot runner system under the following conditions:
-
High-Volume Production: For annual volumes exceeding 500,000 parts, the cycle time reduction and material savings quickly offset the initial mold cost.
-
Expensive Engineering Resins: When molding with high-cost materials like PEEK, PEI (Ultem), or LCP, eliminating runner waste is critical for profitability.
-
Large or Multi-Cavity Molds: Essential for stack molds or 32+ cavity molds where cold runners would be too massive and impossible to pack out evenly.
Common Hot Runner Questions
Does a hot runner increase mold maintenance?
Can you use hot runners for glass-filled materials?
Investment Return (ROI) Analysis
A hot runner mold costs more upfront, but the cost recovery logic is simple. The payback period is calculated by analyzing two primary savings:
Material Savings
If your cold runner weighs 10g and the part weighs 20g, you waste 33% of your resin per shot. Over 1,000,000 shots of a $5/kg resin, a hot runner saves $50,000 in material alone.
Cycle Time Reduction
Eliminating the cooling time for a thick cold runner can reduce cycle time by 20-30%. If machine time costs $40/hour, saving 5 seconds per cycle on a 1M run saves over $55,000.
"In most high-volume projects, the extra $5,000 - $15,000 invested in a hot runner system is recovered within the first 3 to 6 months of production."
Get a Free ROI Calculation
Click the button below, and our engineers will calculate your exact payback period and provide a free quote.
Annie@gbminjection.com
+86 15268369865
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
Our Project Workflow
From concept to T1 samples in as fast as 15 days. A structured approach to guarantee success.
1
DFM & Mold Flow Analysis
24H turnaround for Design for Manufacturability report. We simulate melt flow, cooling, and warpage to optimize gate locations.
2
3D Mold Design
Detailed 3D design of the hot runner manifold, nozzles, and cooling channels integrated with the mold base.
3
Steel Purchasing & Machining
Sourcing certified steel and commencing rough to high-precision CNC machining and EDM processes.
4
Hot Runner Assembly & Wiring
Careful installation of heaters, thermocouples, and valve pins. Electrical testing prior to final mold assembly.
5
Mold Trial (T1)
First shots produced in-house. We evaluate gate quality, part dimensions, and system balance.
6
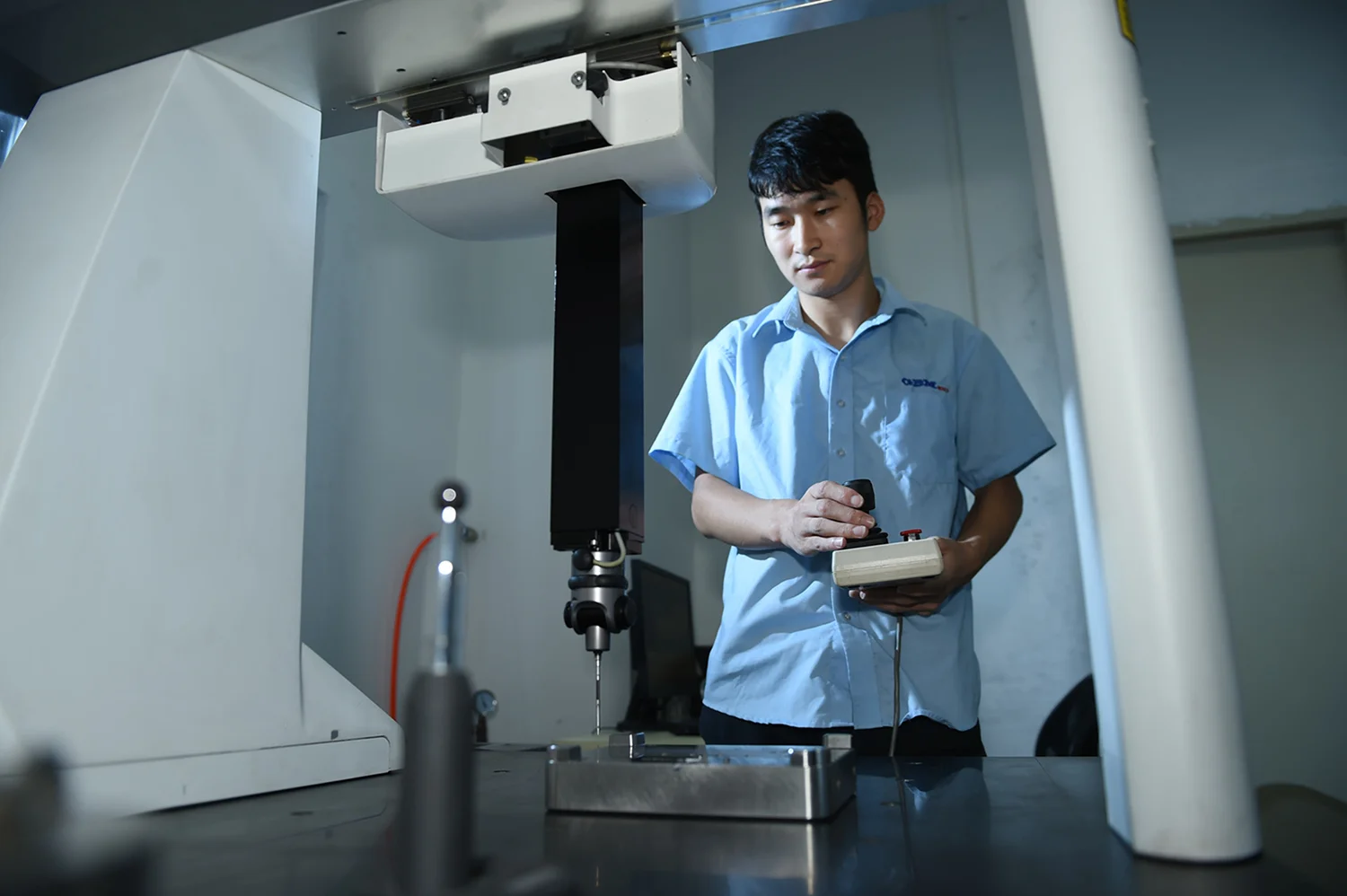
Inspection & Delivery
Final CMM report, FAI approval, packaging, and global logistics arrangements.

-
10+ Years of Expertise
Deep domain knowledge in complex hot runner integrations.
-
ISO9001 & TS16949 Certified
Stringent quality management systems for zero-defect manufacturing.
-
In-House Manufacturing
Full control over cost, quality, and lead times without outsourcing risks.
Partner with GBM Mold Technology Co., Ltd.
We don't just build molds; we engineer production solutions. By integrating top-tier hot runner systems, we help our clients drastically reduce cycle times, eliminate cold runner scrap, and improve the overall profitability of their injection molding operations.
Whether you need a simple single-drop thermal gate or a complex 64-cavity sequential valve gate system, our engineering team is ready to deliver.
Get a Free Quote NowTrusted by Industry Leaders & Certified By











Extended Mold Lifespan
Utilizing premium steel grades (like S136 and H13) hardened to HRC 48-52, combined with wear-resistant coatings on valve pins, our hot runner molds guarantee high-volume production runs exceeding 3 million shots with minimal maintenance.
- Titanium Nitride (TiN) coated components.
- Optimized cooling channel layouts.
- Robust manifold support pillars.
Zero Material Waste
By eliminating the cold runner, hot runner systems directly inject melt into the cavity. This means no regrind, no scrap, and significant savings on expensive engineering resins (like PEEK, PC, or medical-grade PP).
- Up to 30% reduction in raw material costs.
- Lower injection pressure requirements.
- Reduced energy consumption per cycle.

Rapid Prototyping & T1
Time to market is critical. Our agile manufacturing process and 24/7 CNC operations allow us to deliver T1 samples for complex hot runner molds in as little as 15 to 25 days, depending on complexity.
- Concurrent engineering practices.
- Standardized mold bases for speed.
- In-house trial injection machines.
Expert Hot Runner Troubleshooting Guide
Even the highest precision molds require proper care. To help you maintain ±0.002mm precision and minimize downtime, our engineering team has compiled practical solutions to the most common hot runner challenges.

Need Technical Support?
If you're facing a complex issue that isn't covered here, our 10+ years experienced engineering team is ready to assist.
+86 15268369865
Annie@gbminjection.com
01 Why is my Hot Runner Leaking? Causes & Quick Fixes
Plastic leakage typically occurs when there is a loss of seal between the nozzle and the manifold, or the nozzle and the cavity plate. It's a messy issue, but highly preventable.
Common Culprits:
- Improper assembly torques during maintenance.
- Miscalculated thermal expansion (the system isn't expanding enough to create a tight seal at operating temperature).
- Debris or foreign particles trapped on the sealing surfaces.
How to Fix It: First, safely cool down the system. Inspect the sealing rings and contact surfaces for scoring or damage. Ensure the manifold is properly supported and that all bolts are torqued exactly to our specified DFM guidelines. If the sealing face is worn down, it may require professional remachining.
02 Valve Pin Sticking: Step-by-Step Troubleshooting
A stuck valve pin can halt your production instantly, leading to short shots or gate blemishes. This is usually a mechanical or thermal binding issue.
Why it happens: Material degradation (burning) accumulating around the pin, improper cooling causing the steel to warp and bind the pin, or simply mechanical wear and tear over thousands of cycles.
⚠️ Pro Tip: Never force a stuck valve pin mechanically while the mold is cold. You risk snapping the pin or damaging the gate.
What to do: Heat the specific drop to operating temperature to soften any surrounding plastic. Check the air or hydraulic pressure driving the cylinder to ensure it's adequate. If it still sticks, you will need to extract the pin, clean the guide bushing thoroughly, and inspect for scoring. Regular lubrication with high-temp grease during routine maintenance prevents this.
03 Best Practices for Cleaning the Hot Runner Manifold
Keeping the flow channels clean is absolutely vital for efficient material/color changes and preventing black specks in your final molded parts.
How to clean it correctly:
- For Routine Color Changes: Use a high-quality commercial purging compound specifically rated for your operating temperatures.
- For Deep Cleaning: Remove the manifold and heat it evenly in a specialized fluidized bed oven. Push out the softened plastic using soft brass or copper rods.
- Never Use: Hard steel tools, screwdrivers, or drills to clean channels. They will scratch the highly polished inner surfaces, creating dead spots where material will hang up and degrade in the future. Avoid open flame torches as they can warp the manifold steel.
04 Heater and Thermocouple Failure: Quick Diagnostics
Uneven temperatures can lead to part warpage, short shots, or material degradation. If a zone isn't heating properly, the issue is usually electrical.
Diagnostic Steps: Use a multimeter to check the resistance (Ohms) of the heater coil. A reading of infinity indicates a broken coil that must be replaced. If the heater is fine, check the thermocouple. Ensure the thermocouple tip is making solid, physical contact with the bottom of its designated hole in the manifold or nozzle. A loose thermocouple will send false low readings to the controller, causing it to overwork and eventually burn out the heater.
Facility & Certifications
A glimpse into our production environment and our commitment to international quality standards.




Our Certifications

Certificate 1
Certificate 2
Certificate 3
Certificate 4
Certificate 5
Certificate 6
Certificate 7
Certificate 8
Certificate 9
Certificate 10
Certificate 11
Certificate 12
Certificate 13
Comprehensive Guide to Hot Runner Mold Manufacturing
In the competitive landscape of plastic injection molding, efficiency and part quality are paramount. A well-engineered hot runner mold is the cornerstone of high-volume, defect-free production. At GBM Mold Technology Co., Ltd., we specialize in designing and manufacturing systems that meet the most rigorous industrial demands.
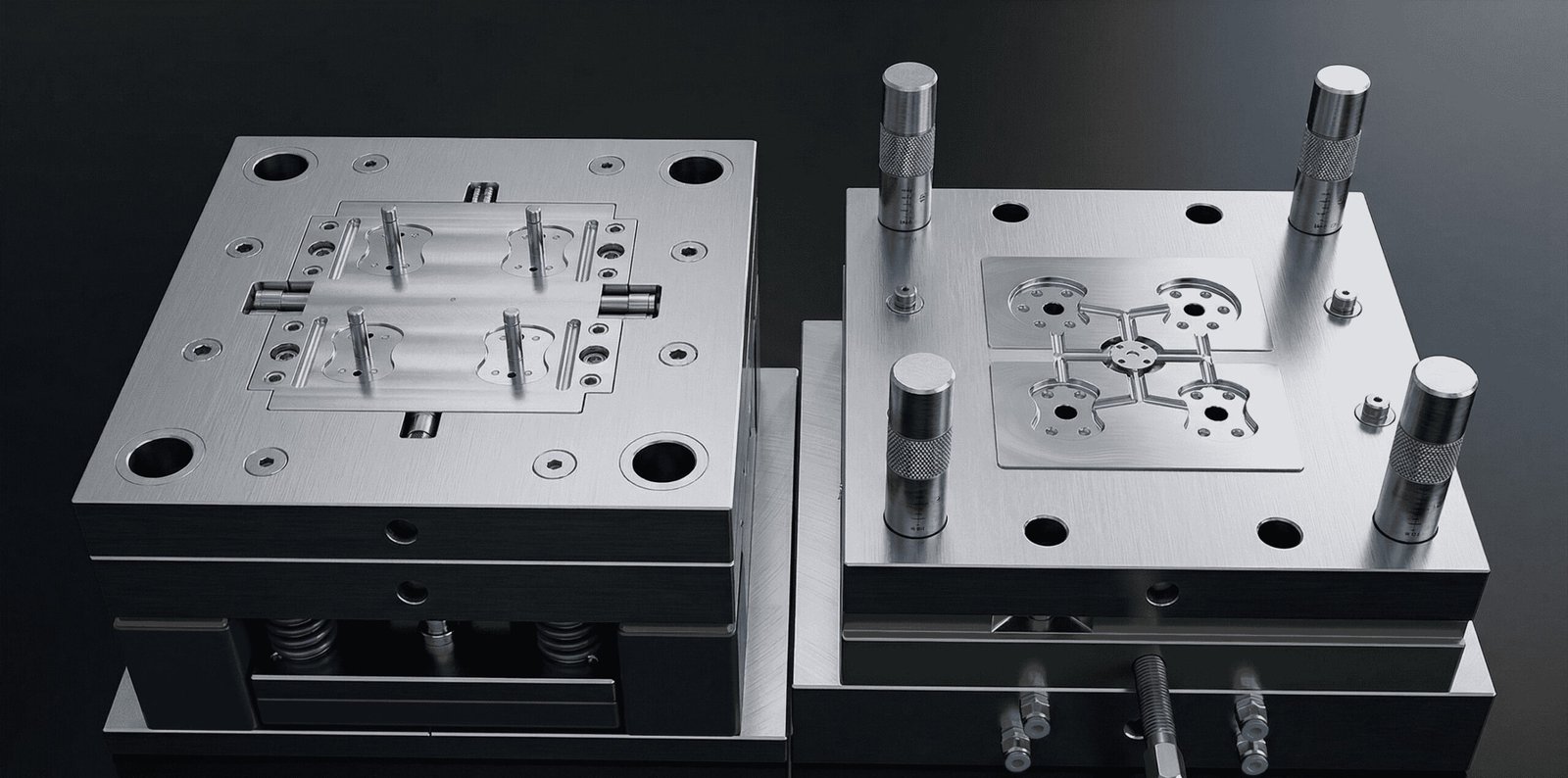
The Anatomy of a High-Performance System
A hot runner system is not just a heated block; it is a complex thermal and fluid dynamics engine. Key components include:
- The Manifold: The central distribution hub. We ensure perfectly balanced runner layouts (naturally balanced) so that shear history and melt pressure are identical at every gate.
- Hot Nozzles: Transferring the melt from the manifold to the cavity. We select nozzle types (open, sprue, or valve) based on your resin's rheology.
- Temperature Controllers: Precision PID control is necessary to prevent polymer degradation, especially for heat-sensitive materials like PVC or POM.

Why Thermal Balancing Matters
Improper thermal management leads to stringing, drooling, or premature freezing at the gate. Our engineering team utilizes advanced Moldflow analysis to simulate thermodynamic behavior before cutting any steel. This ensures that the heater wattage and cooling channel placements are perfectly synchronized.
Valve Gate vs. Open Gate: Making the Right Choice
Choosing between a valve gate and an open gate system impacts mold cost, maintenance, and part aesthetics. Valve gates offer absolute mechanical shut-off, leaving a nearly invisible witness mark, making them ideal for clear PC lenses or high-end consumer electronics. Open gates are simpler, more cost-effective, and suitable for hidden structural parts where a small gate vestige is acceptable.
Partnering with a specialized manufacturer ensures that your tooling investment yields maximum ROI through reduced cycle times and zero scrap rates. Contact our technical team today to discuss your next project.
Request a Quote
Fill out the form below and our engineers will respond within 12 hours.
Frequently Asked Questions
Find answers to common technical and commercial questions regarding our hot runner mold manufacturing services. Need more specific details?
Contact SupportWhat brands of hot runner systems do you use?
We are highly flexible. We regularly integrate top global brands such as YUDO, Mold-Masters, Husky, INCOE, and HASCO based on customer preference. We also offer high-quality, cost-effective local brands for budget-sensitive projects.
How do you handle color changes in hot runner molds?
We design custom manifolds with highly polished, streamlined internal flow channels (no dead spots) to ensure rapid and clean color transitions, minimizing purge waste and downtime.
What is the typical lead time for a hot runner mold?
Lead times vary by complexity. A standard open-gate mold can reach T1 in 15-20 days. Complex, high-cavitation sequential valve gate molds typically require 25-40 days. We provide a detailed Gantt chart upon order confirmation.
Do you provide mold flow analysis?
Yes, absolutely. Comprehensive Moldflow analysis is a standard part of our DFM process. We analyze fill time, pressure drop, weld lines, and warpage to ensure optimal gate location and manifold balancing before manufacturing begins.
What is the warranty on your molds?
We guarantee the mold life based on the steel selected (e.g., 1 million shots for H13). We also provide free replacement parts for standard wear components within the first year of operation, subject to proper maintenance.
Let's Perfect Your Injection Molding Project Together
Stop struggling with gate vestige, long cycle times, and material waste. Our engineering team is ready to design a hot runner solution tailored to your exact production needs. Reach out directly to our experts.
Annie
Technical Sales Director
Email: Annie@gbminjection.com
Phone: +86 15268369865
Address: Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City