Advanced Stack Mold
Manufacturer
Multiply your production capacity without expanding machine footprint. GBM engineers high-precision, multi-level stack molds designed for maximum efficiency, delivering ±0.002mm accuracy for high-volume manufacturing.
What are Stack Molds?
Redefining High-Volume Manufacturing
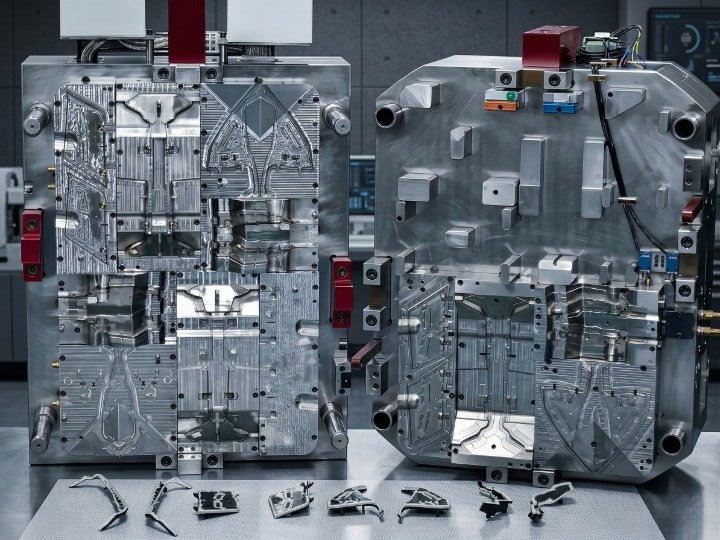
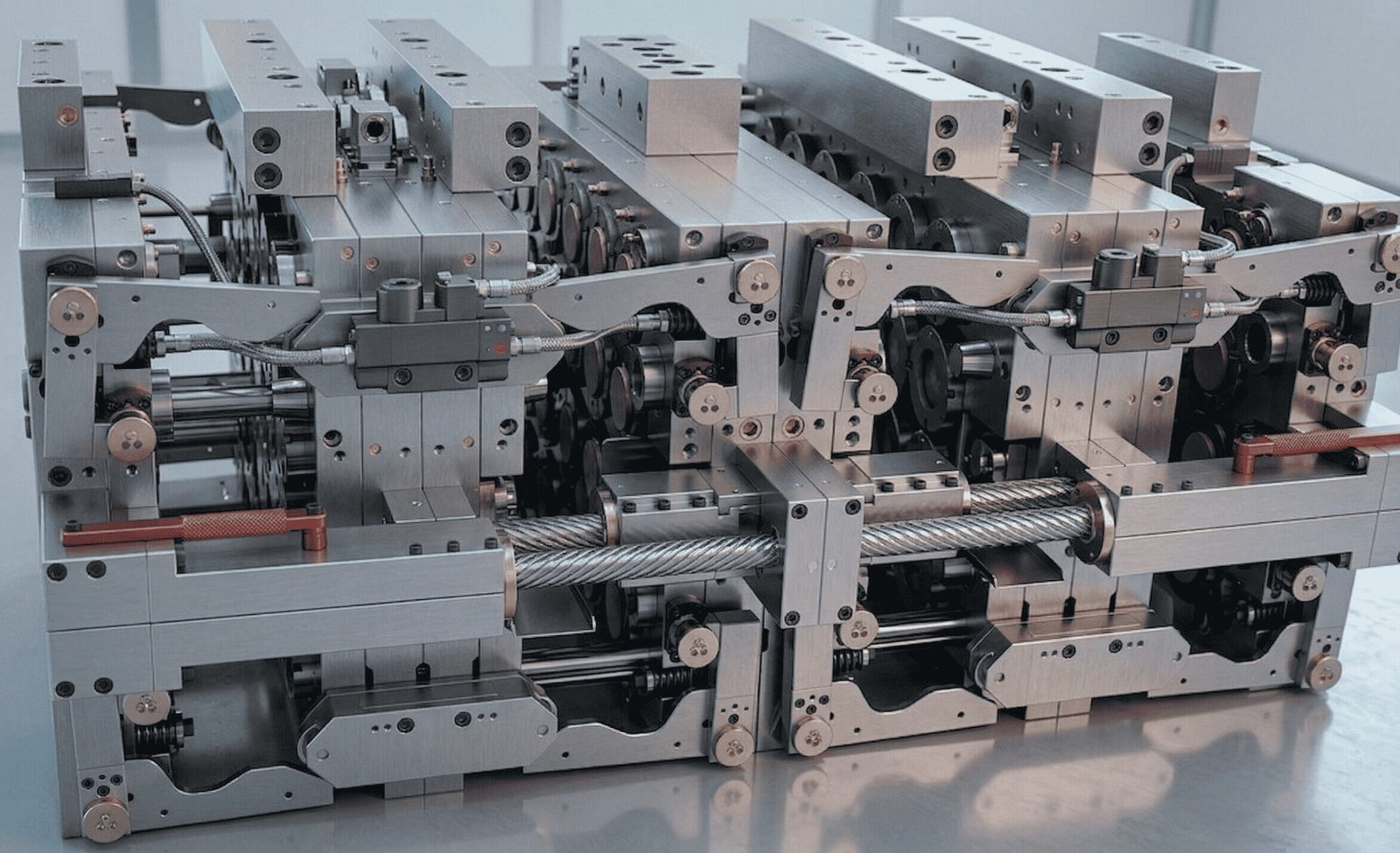
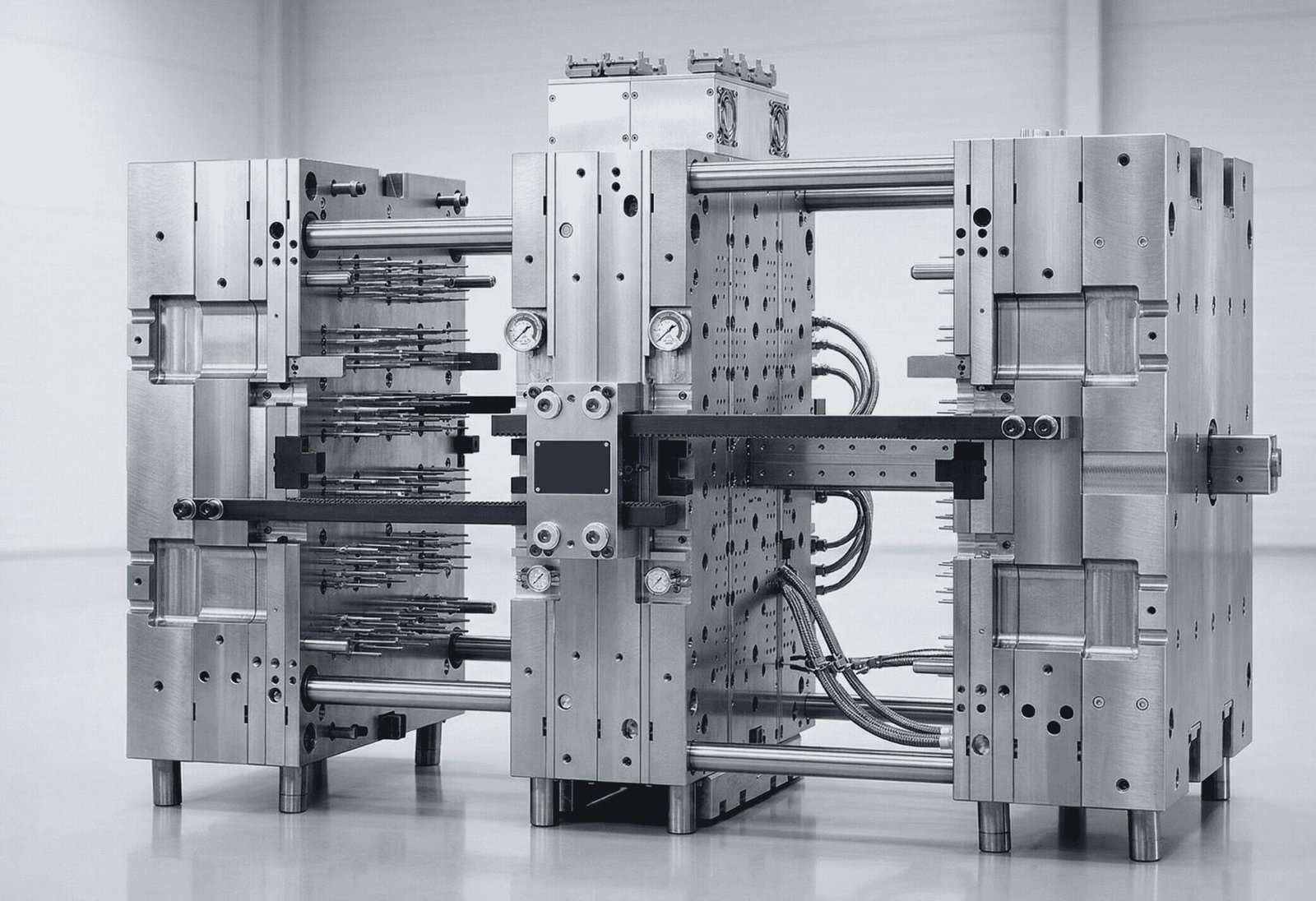
A stack mold is a highly efficient precision injection molding tool engineered with two or more parting surfaces. Unlike standard single-face molds, stack molds allow multiple layers of cavities to be filled simultaneously during a single injection cycle.
By stacking the molding surfaces, this innovative engineering maximizes productivity without requiring a larger machine footprint, making it the ultimate solution for high-volume, cost-sensitive production runs.

Production
Capacity
Increased Output
Double or even quadruple your production capacity within the exact same cycle time. Drastically lower your per-part manufacturing costs while meeting high-volume demands effortlessly.
Space Efficiency
Achieve massive production volumes without the need to invest in larger tonnage injection molding machines, saving valuable factory floor space and reducing capital expenditure.
Build Custom Injection Molds
Need to scale up production quickly or tackle tricky designs like internal threads? We manufacture the exact tooling your project requires right in our own facility, ensuring consistent quality and keeping your costs under control.

Multi-Cavity Molds
Need high volumes? We build molds with 32, 64, or 128 cavities so you can produce dozens of identical parts in a single machine cycle. It i...
2-Shot Molding
Mix hard and soft plastics (like PC and rubber) in one step. By molding both materials at the exact same time, you completely skip the...

Unscrewing Molds
Dealing with bottle caps or threaded pipes? We build molds with internal gears that automatically unscrew your parts before they drop. This...
Hot Runner Systems
Stop paying for wasted plastic. These systems keep the material melted right up until it reaches the part cavity. This eliminates scrap...
Follow the Tooling Process
No jumping ahead and no guessing. From the moment we receive your CAD file until your plastic parts are boxed and ready to ship, here is exactly how we keep your project on track.
Applications Of Stack Molds

Medical Devices
High-precision stack molds for syringes, vials, and diagnostic equipment, ensuring strict tolerance and cleanroom compatibility.

Automotive Components
Durable injection molding solutions for interior trim, lighting housings, and complex under-the-hood exterior parts.

Consumer Electronics
Complex multi-cavity molds for housings, precision connectors, and smart device enclosures requiring ±0.002mm precision.

Packaging Industry
High-volume, rapid cycle production molds designed for caps, closures, and thin-wall plastic containers.

Industrial Equipment
Robust injection molded parts engineered to withstand heavy-duty industrial applications and extreme environments.

Home Appliances
Precision molds for structural components and aesthetic outer covers, delivering flawless surface finishes.
Why choose GBM for your
Stack Mold?
Partner with an industry leader committed to delivering high-precision, cost-effective, and durable stack mold solutions tailored to scale your production capabilities.
Decades of Expertise
Over 10 years of specialized experience in designing and manufacturing complex multi-level mold structures for global clients.
Guaranteed Precision
Operating under strict ISO9001/TS16949 standards with state-of-the-art equipment to ensure ±0.002mm tolerance on critical dimensions.
Accelerated Capacity
In-house manufacturing capabilities providing 24H DFM feedback and expedited T1 sampling in as fast as 15 days.
PRACTICAL INJECTION MOLDING TIPS
How to Boost Output with Multi-Level Injection Molds
Let's talk about getting more parts out of your machines without buying new ones. At GBM Mold Technology, we help production teams figure out the most practical multi-cavity setups to save time and reduce costs.
Stack Mold vs. Tandem Mold: Which One Should You Choose?
If you need to make a lot of parts fast, you're probably looking at stack molds or tandem molds. The main thing to consider is how they open—and what your current machines can actually handle.
Here’s the simple breakdown. A stack mold opens all its sections at the exact same time. It practically doubles your output in one go, but your machine needs enough space (daylight) and a powerful injection unit.
A tandem mold, on the other hand, opens one side while the other side is cooling down. It’s a bit slower than a stack mold, but it’s great if your machine has a lower injection capacity, or if you need to run two different parts during the same cycle.
Stack Mold: Opens all at once. Best for doubling output quickly, but requires a larger, stronger machine.
Tandem Mold: Opens one side at a time. Ideal for lower-pressure machines or running two different parts.

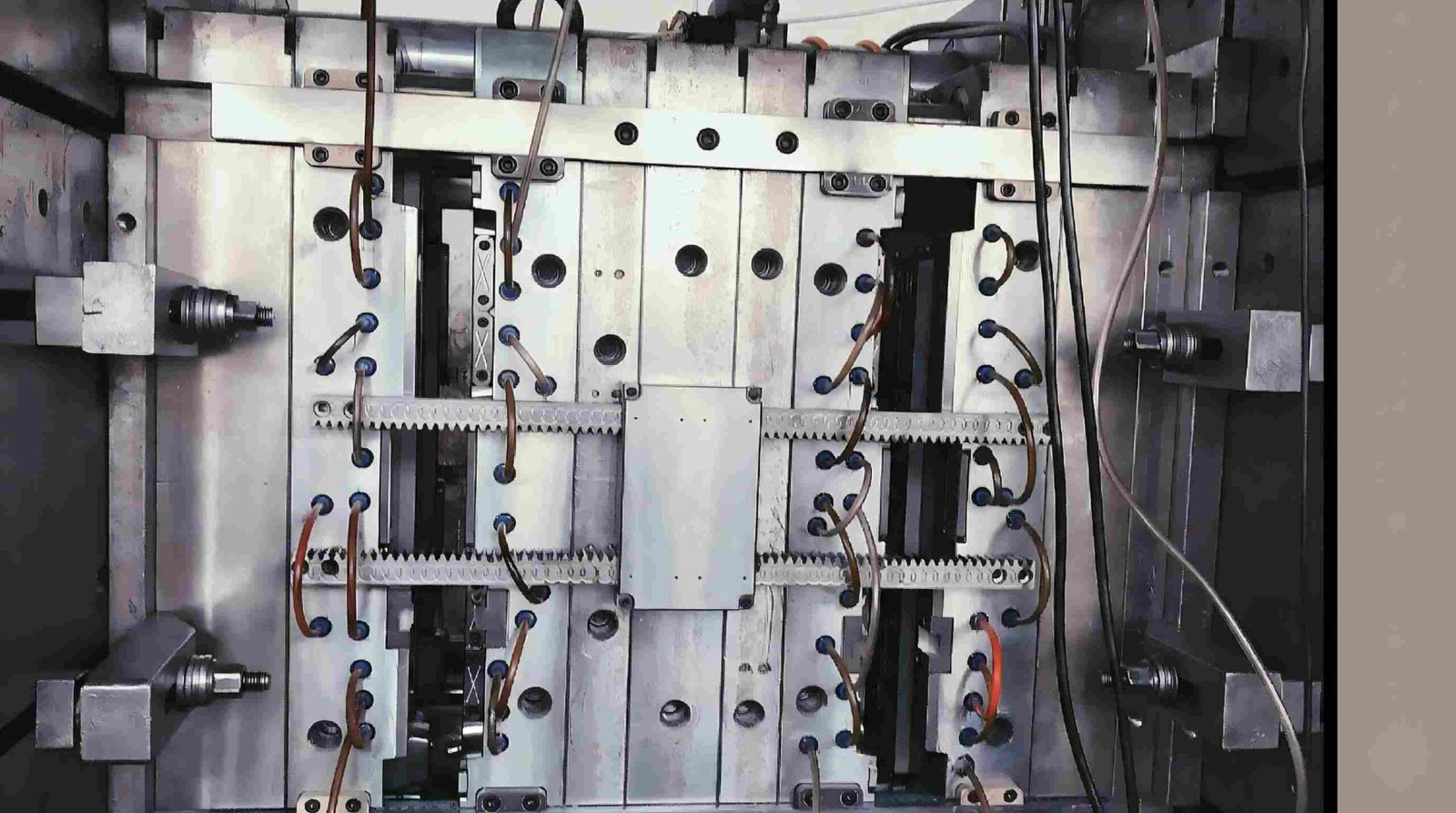
Keeping Things Aligned: How Our Linkage Systems Work
The secret to a reliable multi-level mold is making sure both halves open and close smoothly every single time. If the linkage system gets stuck, your whole process stops. That's why we focus heavily on building a mechanism you don't have to worry about.
Whether we use a rack-and-pinion gear system or mechanical linkage arms, our goal is simple: keep the mold balanced. We use tough, wear-resistant steel and machine everything to tight tolerances (±0.002mm) to prevent parts from grinding against each other. This keeps the center block right where it belongs and helps the mold run longer without constant maintenance.
WHAT THIS MEANS FOR YOU
We don't use a one-size-fits-all approach. We customize the gears or lever arms to fit your exact machine daylight specifications and how your parts need to eject.
Do You Need a Bigger Machine to Run a Stack Mold?
Building a 2-level stack mold doesn't require a machine twice as big. Here's how clamping force works to avoid overspending on equipment.
Why the Forces Cancel Out
The clamping force you need is based on the projected area of only one parting line, not both. When the melted plastic is injected, it pushes against the center block from both sides at the exact same time. Because these pressures push in opposite directions, they cancel each other out internally. You basically only need enough force to keep one half of the mold closed.
Tonnage = (Projected Area of ONE Side × Cavity Pressure) × 1.15
Why the 1.15? That is a 15% safety buffer we add to handle the runner system and any sudden pressure spikes during injection.
Let's Look at a Real Example
- Force needed for a standard 1-face mold: 300 Tons
- Levels in the stack mold: 2 Levels
- What most people think they need: 600 Tons
- Actual Required Tonnage: ~345 Tons
Need DFM or Technical Support?
Our senior engineering team at GBM Mold Technology is ready to review your part design and recommend the optimal stack or tandem mold configuration. Connect with us directly.
Email Engineering Team
Annie@gbminjection.com
Direct Phone Line
+86 15268369865
Headquarters
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City

We Build and Test Your Molds Entirely Under One Roof
-
Measuring Every Detail
We don't just assume the machines did it right. Our quality team uses CMM tools to actually measure the steel at every step, making sure your parts meet ISO standards before moving forward.
-
Stable Machines for Clean Cuts
A good mold relies on good cutting. We use heavy-duty, imported CNCs and EDM machines so the metal surfaces come out perfectly smooth and accurate without needing manual grinding.
-
Engineers You Can Actually Talk To
You won’t get lost in a corporate maze. With over 30 experienced mold designers and project managers in our shop, you get straight answers and regular updates from people who understand your project.
| What Machine We Use | Brand / Origin | How Many | What It Achieves |
|---|---|---|---|
| CNC Milling Machines(For cutting the main steel blocks) | Makino (Japan) | 5 | ±0.005 mm |
| Spark EDM Sinkers(For fine details and mirror finishes) | Sodick (Japan) | 8 | Ra 0.1 / ±0.003 mm |
| Wire EDM(For exact straight cuts and tiny holes) | Seibu (Japan) | 6 | ±0.002 mm |
| CMM Measuring Tools(For double-checking our dimensions) | Hexagon (Sweden) | 2 | ±0.0018 mm |
| Injection Presses(For mold testing and mass production) | Haitian / Engel | 25 | 90T - 1200T |
Trusted by Global Industry Leaders










Global Presence
Connecting with partners worldwide at major industry exhibitions.




Certified Quality Systems
Our commitment to excellence is backed by international standards.

Stack Molds Boost Production Without Bigger Machines
Getting More Parts From the Same Machine
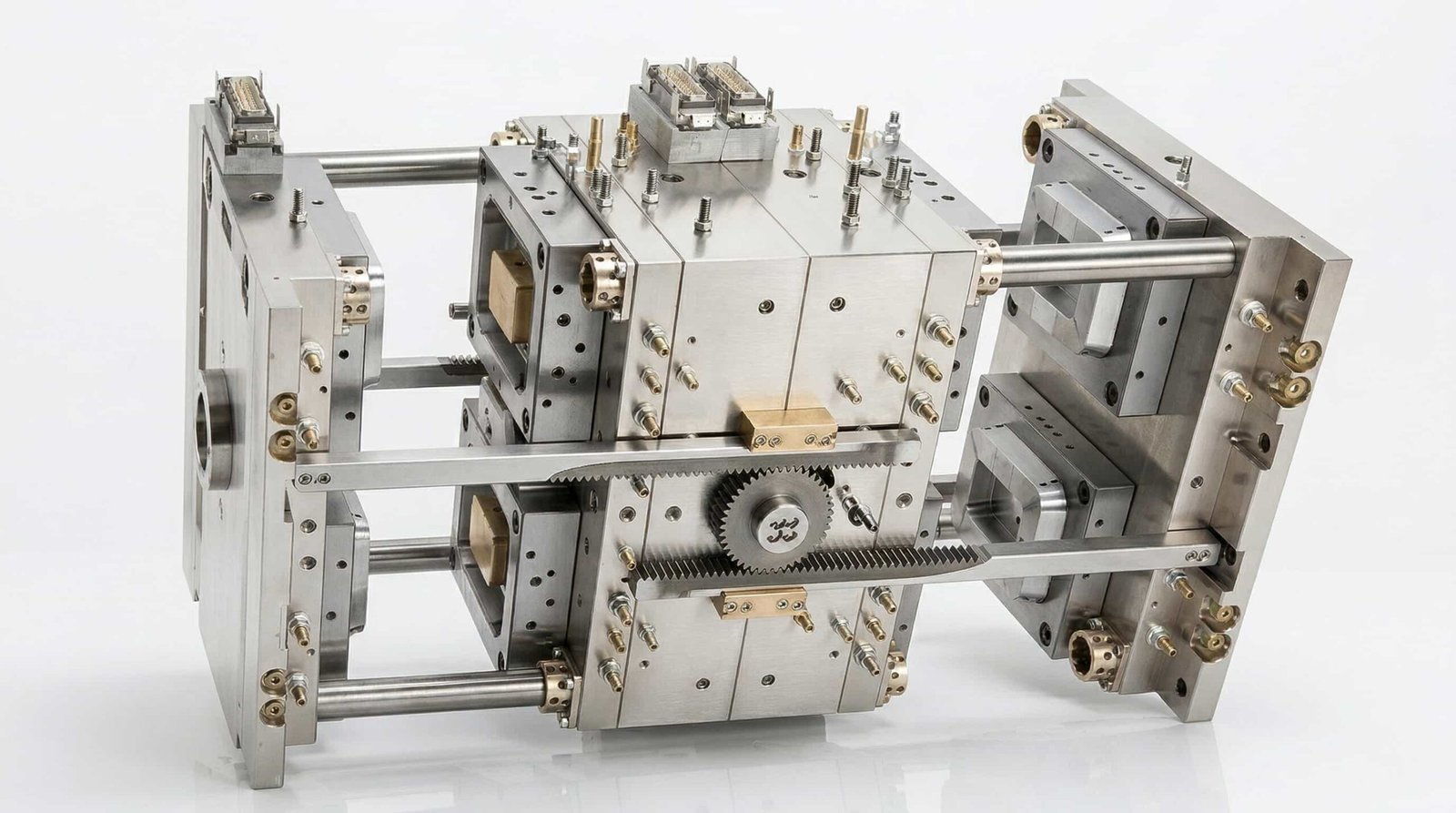
Instead of running one standard layer of parts, a stack mold essentially puts two molds "back-to-back." When the injection machine opens, both layers eject parts at the exact same time.
This means you can double or even quadruple your daily output without needing to rent floor space for a massive, expensive injection press. We carefully balance the hot plastic flow across all levels so every single piece comes out identical.
Keeping the Mold Opening Smooth and Balanced
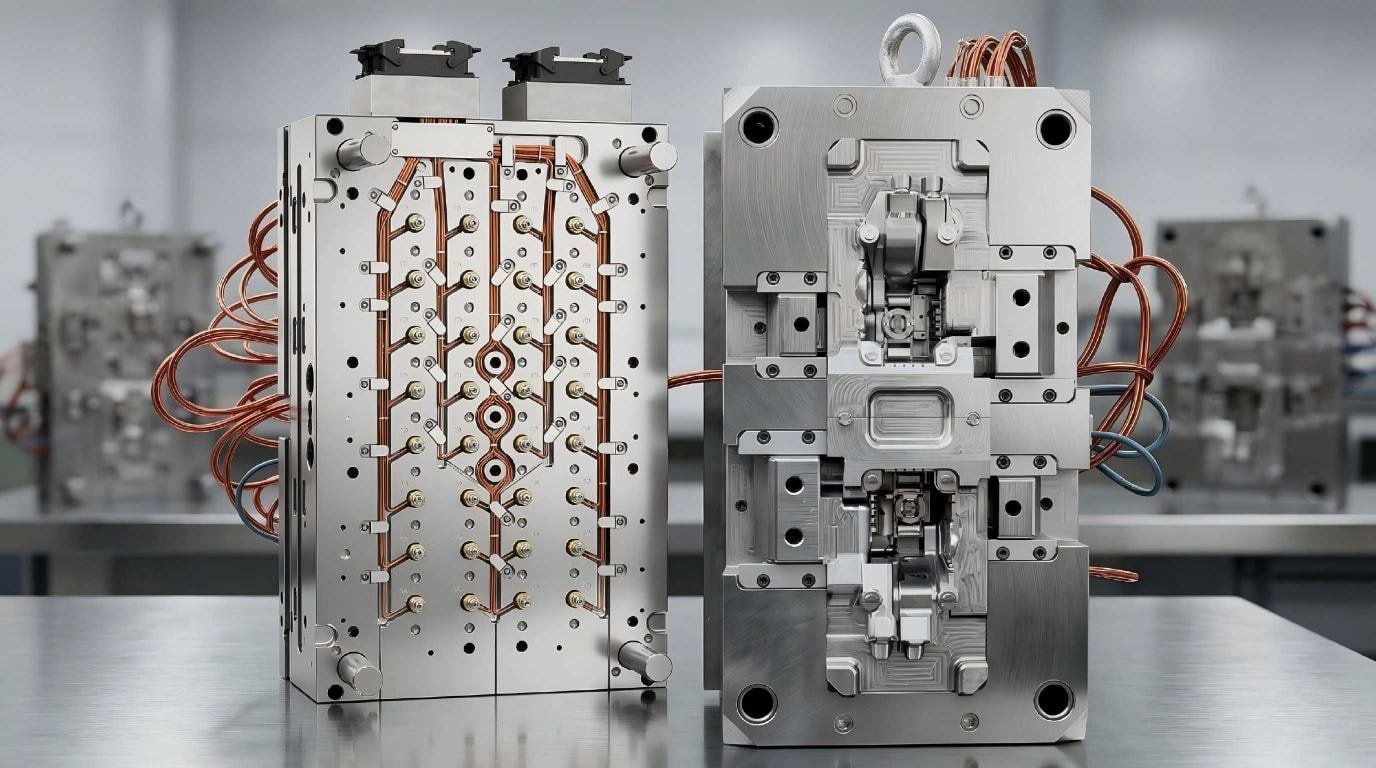
The trickiest part of building a stack mold is making sure both layers open exactly at the same time without jamming. If the timing is off, the mold gets damaged. We use heavy-duty mechanical gears (like rack and pinion systems) to physically link the mold halves, forcing them to open and close smoothly together.
- Custom hot runners so the melted plastic reaches every cavity at the exact same time.
- A solid center block that won't bend or flex under high injection pressure.
- Smart water cooling lines to harden the plastic faster and shorten your cycle times.
Why Do So Many Stack Molds Fail During Production?
Building a stack mold is more than combining two molds. Their weight and complexity mean even minor errors can ruin the tool or harm your machine. Our engineering team ensures your mold works perfectly from the first trial.
3 Common Design Traps We Help You Avoid
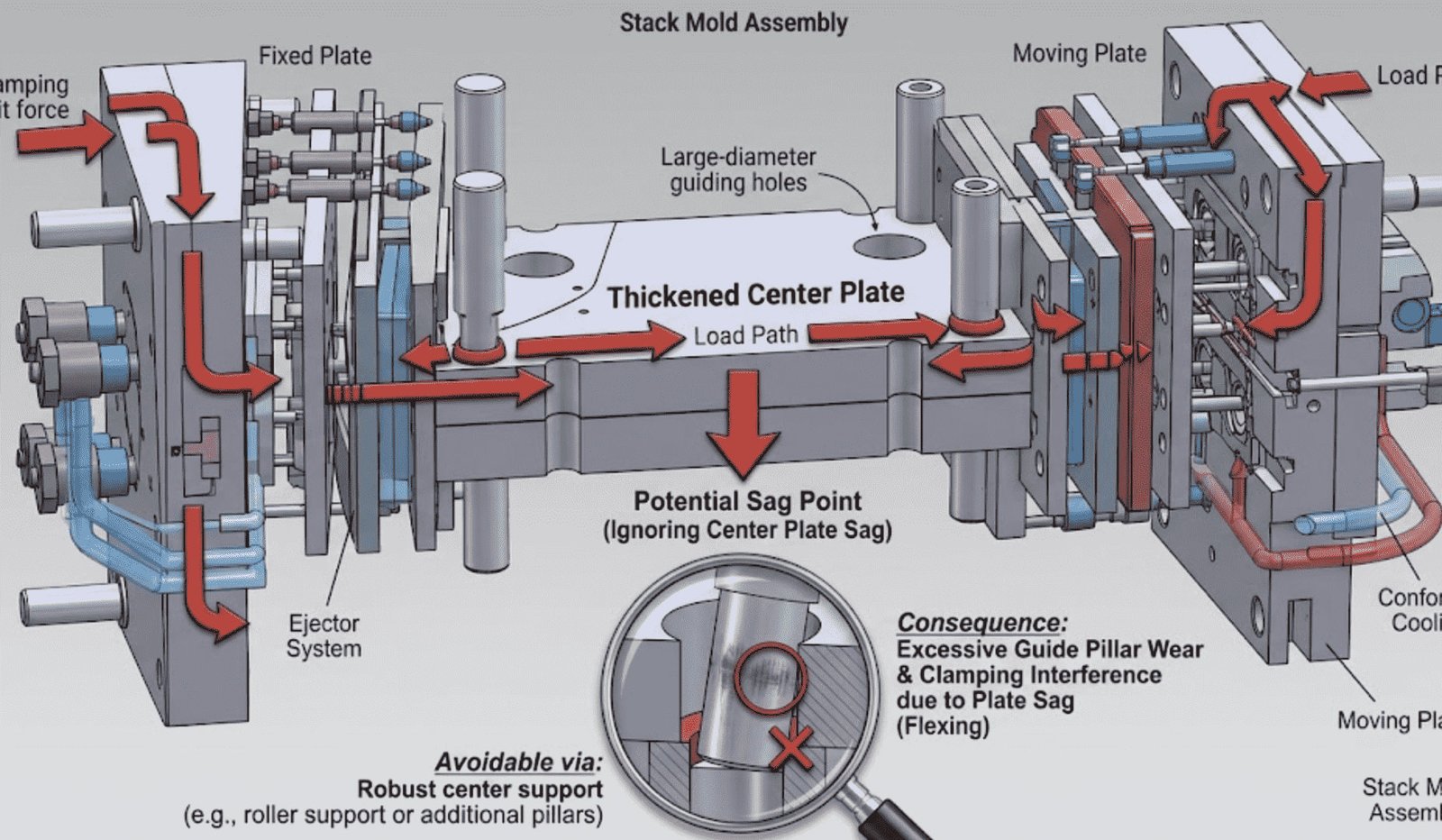
01 The Middle Plate Sagging
The center section of a stack mold is extremely heavy. If it isn't supported properly with sturdy guides or rollers, it will start to sag downward when the mold opens. This bends the pins, ruins your dimensional accuracy, and wears out the mold fast.
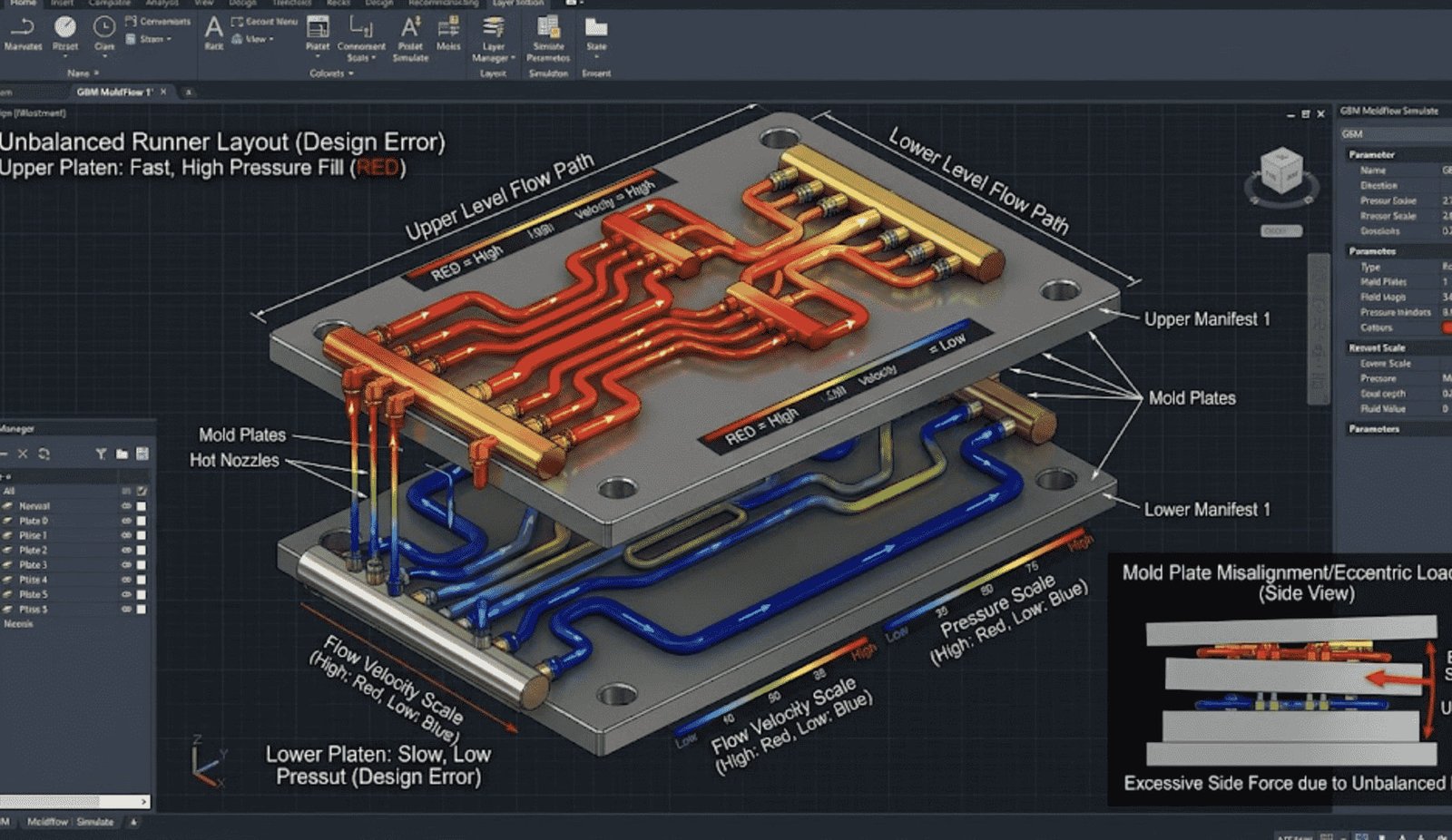
02 Plastic Flowing Unevenly
The hot plastic has to travel different distances to reach both layers. If we don't balance the hot runner system perfectly, one side fills up before the other. This causes ugly flash on some parts and half-empty (short) shots on others.
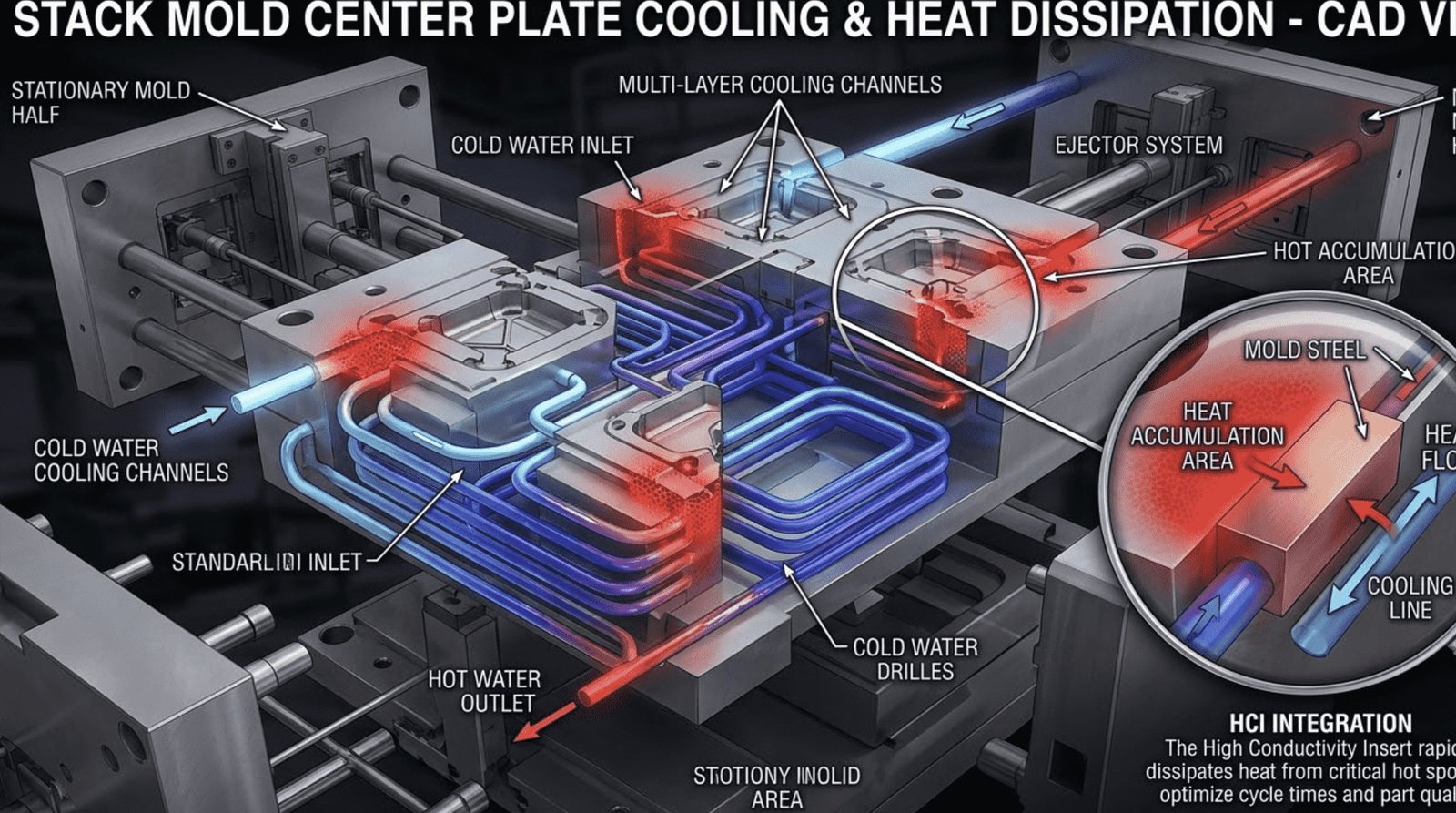
03 Trapped Heat and Warping
With two layers of hot plastic, a stack mold generates twice as much heat as a normal mold. If the water cooling lines aren't planned correctly, the center plate gets too hot. Uneven cooling means your parts will shrink unpredictably and warp out of shape.
Is Your Injection Machine Actually Big Enough for a Stack Mold?
A stack mold needs more than just clamping force. Run through this quick checklist to make sure your current factory machines can physically handle the mold before you commit to a design.
1
Can the machine open wide enough?
2
Can it melt enough plastic at once?
3
Do you have enough clamping force?
4
Can the machine eject from the middle?
5
Can the machine hold the heavy weight?
Let's Review Your Stack Mold Idea
Not sure if your part can be turned into a stack mold? Send us your 3D CAD files and machine specs. Our engineers will take a look and give you honest feedback on how to make it work, helping you get reliable T1 samples in just 15 days.
Frequently Asked Questions
Have technical questions about implementing a stack mold for your next project? Our engineering team is ready to assist.
Are stack molds worth the higher upfront cost?
It’s no secret that stack molds cost more to build than standard molds—sometimes 50% to 80% more because of the extra plates and the central hot runner. But if you’re planning to produce a million parts or more a year, the math usually works in your favor. Since you’re making twice as many parts per cycle on the same machine, your cost per part drops significantly. If you're only doing a short production run, though, we'll usually advise you to stick to a standard mold to protect your budget.
Do I need a bigger injection molding machine to run a stack mold?
When it comes to clamping force (tonnage), usually no. Because the cavities are stacked face-to-face, the pressure required to keep the mold closed is pretty much the same as a standard mold. However, your machine does need enough "daylight"—which is just an industry term for how wide the machine can open. The press has to open wide enough to let the parts drop safely from both levels. We always double-check your machine's specs before we start the design.
Will using a stack mold slow down my cycle time?
You might think injecting plastic into two different levels would take twice as long, but the cycle time actually stays about the same as a regular mold. The plastic fills, packs, and cools on both levels at the exact same time. So, you are essentially getting double the output without having to wait any longer per shot.
Are stack molds harder to maintain than regular molds?
We won't sugarcoat it—there are definitely more moving parts involved. You have a complex hot runner system in the middle and gears or mechanical linkages that help both sides open at the same time. Because of this, they do need a more regular and careful maintenance schedule. To make life easier for you, we design these molds using standard, easy-to-find components (like DME or HASCO) so your local maintenance team can easily swap out wear parts without long downtimes.
Is the part quality consistent across both levels of the mold?
Yes, but it takes some careful engineering up front to get there. The main challenge is making sure the melted plastic and the cooling water flow evenly to both the front and the back sections. We spend a lot of time running simulation software to balance the runner system before we ever cut steel. Once the system is balanced properly, a part from the first level will look and measure exactly the same as a part from the second level.
Contact Our Engineering Team
Send us your 2D/3D drawings for a comprehensive DFM and quotation within 24 hours.
Email Us
Annie@gbminjection.comCall Us
+86 15268369865Factory Address
Room 101, Jiumo Technology Park, Gangsheng Road, Yabian Village, Shajing Street, Baoan District, Shenzhen City
- ISO9001 & TS16949 Certified
- Strict NDA Protection